文章目录[隐藏]
1.线切割直线编程坐标系的建立原则
1)坐标轴的方向。尽管对3B格式程序来说,程序中的数据与坐标原点所处的位置无关,但其总的坐标轴方向应该是确定不变的,否则将无法进行加工,坐标轴的方向应根据安装到机床上的预定方向来决定。
2)坐标系原点。建立-一个原点固定的编程坐标系,对编程计算是非常方便的,通常这个坐标系原点,应定在图纸尺寸标注的相对基准点上。
2.线切割直线编程内容的说明
1)建立坐标系。以线段的起点为坐标原点建立坐标系。
2)格式中每项的意义。格式中每项的意义如下:
①X,Y是线段的终点坐标绝对值(Xe,Ye,),也就是切割直线的终点相对于起点的相对坐标的绝对值。
当直线与 X轴或Y轴相重合,编程时X,Y均可作0,且在B后可不写。例如程序:BOB1000B1000C,L可简化为BBB1000C,L。但是分隔符[ B]不能省略。
②计数长度J。计数长度J由线段的终点坐标绝对值较大的值来确定。如Xe>Ye,则取Xe,反之取Ye。
③计数方向G。计数方向G由线段终点坐标绝对值较大的方向决定。如Xe> ye,则取Gx,反之取Gy,如图1(a)所示。当Xe=Ye时,45°和225°取Gy,;135°和315°取Gx,如图1(b)所示。
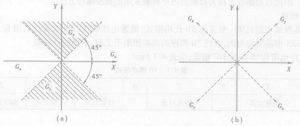
图1直线计数方向
④加工指令Z。加工指令Z由直线所处的象限决定有4种:L1,L2,L3,L4。第一象限取L1,0°≤a<90°;第二象限取L2 ,90°≤a<180 9;第三象限取L3,180°≤a <270°;第四象限L4,270°≤a <360°,如图2所示。

图2直线加工指令示意图

图3直线编程示例
3.线切割直线编程示例
编写直线0→A的程序,如图3所示;单位为μm。坐标原点设定在线段的起点O点,线段的终点A坐标为(Xe=2000,Ye=4000)。因为Xe<Ye,所以G=Gy,J=Ye=4000。由于直线位于第一象限,所以加工指令Z为L1。直线O→A的程序为: B2000B4000B4000GyL1(B2B4B4000GyL1)。


