文章目录[隐藏]
机床的制造误差、安装误差、使用中的磨损等都会在加工中直接影响刀具与工件的相互位置精度,造成加工误差。机床的几何误差主要包括主轴回转误差、导轨导向误差和传动链误差。
1.主轴回转误差
机床的主轴是安装工件或刀具的基准,并把动力和运动传给工件或刀具。因此,主轴的回转精度是机床的重要精度指标之-,它是决定加工表面几何形状精度、表面波度和表面粗糙度的主要因素。
(1)主轴回转误差的基本形式。
主轴回转时,由于主轴及其轴承在制造及安装中存在误差,主轴的回转轴线在空间的位置不是稳定不变的。主轴回转误差是指主轴实际回转轴线相对理论回转轴线的“ 漂移”。主轴回转误差可分为轴向窜动、径向跳动和角度摆动三种基本形式(图1(a)、(b)、(c) )。
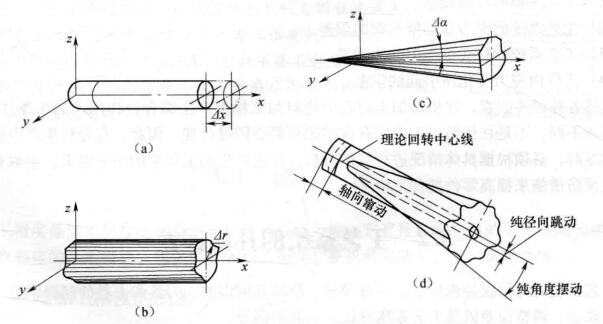
图1主轴回转误差的基本形式
(a)轴向窜动; (b)径向跳动; (c)角度摆动; (d)三种基本情况同时存在
①轴向窜动:瞬时回转轴线沿平均回转轴线方向的漂移运动(图1 (a) )。它主要影响所加工工件的端面形状精度而不影响圆柱面的形状精度,如图2所示。在加工螺纹时则影响螺距精度。
②径向跳动:瞬时回转轴线始终平行于平均回转轴线,但沿y轴和z轴方向有漂移运动(图1 (b) ), 因此在不同横截面内,轴心的误差运动轨迹都是相同的。径向漂移运动对加工精度的影响要看加工的具体情况而定,如图3所示。在车削加工中对工件圆柱面的形状精度无影响,而在镗床上镗孔时则对孔的形状精度有影响,如图4所示。
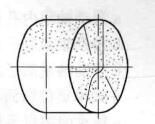
图2 主轴轴向漂移对端面加工的影响
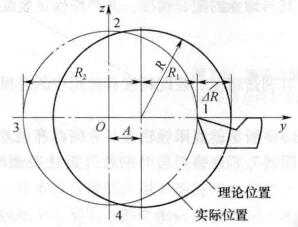
图3车削时几何偏心引起的径向圆跳动对圆度的影响
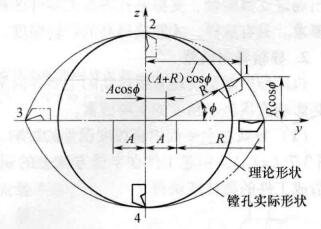
图4镗孔时主轴几何偏 心引起的径向圆跳动对孔的圆度的影响
③角度摆动:瞬时回转轴线与平均回转轴线成一倾斜角,但其交点位置固定不变的漂移运动(图1 (c) )。因此,在不同横截面内,轴心的误差运动轨迹是相似的。角度摆动运动主要影响所加工工件圆柱面的形状精度,同时对端面的形状精度也有影响。
实际上,主轴回转运动误差的三种基本形式是同时存在的(图1 (d) )。 故不同横截面内轴心的误差运动轨迹既不相同,又不相似,既影响所加工工件圆柱面的形状精度,又影响端面的形状精度。
(2)影响主轴回转精度的主要因素。
①主轴误差:主要包括主轴支撑轴颈的圆度误差、同轴度误差(使主轴轴心线发生偏斜)和主轴轴颈轴向承载面与轴线的垂直度误差( 影响主轴轴向窜动量)。
②轴承误差:如图5所示,轴承误差主要包括以下5种:
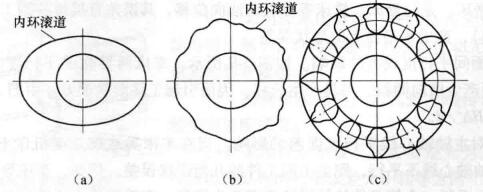
图5滚动轴承的几何误差
(a)内环滚道的形状误差; (b)内环滚道的波度; (c)滚动体的圆度和尺寸
a滑动轴承内孔或滚动轴承滚道的圆度误差;
b滑动轴承内孔或滚动轴承滚道的波度;
c滚动轴承滚子的形状与尺寸误差;
d轴承定位端面与轴心线垂直度误差、轴承端面之间的平行度误差;
e轴承间隙以及切削中的受力变形。
f主轴系统的径向不等刚度及热变形。
(3)提高主轴回转精度的途径。
通过上面分析可知,主轴回转误差对加工精度有显著影响。为了提高主轴回转精度,不但要根据机床精度要求选择相应精度等级的轴承,还需要恰当确定支撑轴颈、支撑座孔等有关零件的精度及其与轴承的配合精度,并严格保证装配质量要求。只有这样,才能获得高的回转精度。
2.导轨导向误差
机床导轨副是实现直线运动的主要导向部件,其制造精度、装配精度和使用中的磨损程度是影响直线运动精度的主要因素。
(1) 导轨在水平面内直线度误差的影响。
如图6所示,磨床导轨在x方向存在误差Δ(图6 (a) ),引起工件在半径方向上的误差(图6 (b) )。当磨削长外圆柱表面时,将造成工件的圆柱度误差。
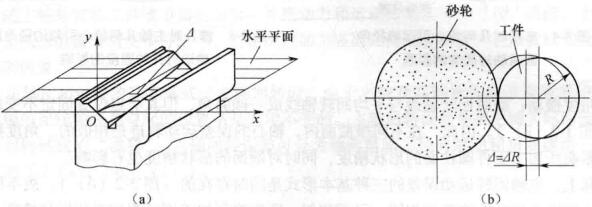
图6磨床导轨在水平面内的直线度误差
(a) x方向存在的误差; (b)半径方向上的误差
(2)导轨在垂直面内直线度误差的影响。
如图7所示,磨床导轨在y方向内存在误差Δ(图7 (a) ),磨削外圆时,工件沿砂轮切线方向产生位移,此时,工件半径方向上产生误差ΔR≈Δ2/2R,对零件的形状精度影响甚小(误差非敏感方向)。但导轨在垂直方向上的误差对平面磨床、龙门刨床、铣床等将引起法向位移,其误差直接反映到工件的加工表面(误差敏感方向),造成水平面上的形状误差。
(3)导轨面间平行度误差的影响。
如图8所示,车床两导轨的平行度产生误差(扭曲),使大溜板产生横向倾斜,刀具产生位移,因而引起工件形状误差。由图8关系可知,其误差值Δy≈HΔ2/B。
(4)导轨对主轴轴心线平行度误差的影响。
当在车床类或磨床类机床上加工工件时,如果导轨与主轴轴心线不平行,则会引起工件的几何形状误差。例如,车床导轨与主轴轴心线在水平面内不平行,会使工件的外圆柱表面产生锥度;在垂直面内不平行时,会使工件成马鞍形。
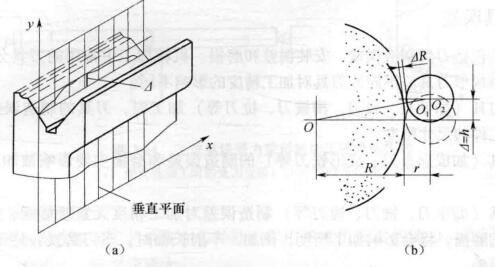
图7磨床导轨在垂直面 内的直线度误差
(a) y方向内存在误差; (b)半径方向上的误差
机床的安装对导轨的原有精度影响也很大,尤其是床身较长的龙门刨床、导轨磨床等。因其床身长,刚度差,在本身自重的作用下容易产生变形,如果安装不正确或地基不坚实,都会使床身发生较大的变形,使工件的加工精度受到影响。
3.传动链误差
机床传动链误差是指传动链始末两端传动元件之间相对运动误差。它是由传动链中各传动件的制造误差、装配误差、加工过程中由力和热产生的变形以及磨损等引起的。传动件在传动链中的位置不同,影响程度不同,其中,末端元件的误差对传动链的误差影响最大。传动链中的各传动件的误差都将通过传动比的变化传递到执行元件上。在升速传动时,传动件的误差被放大相同的倍数;在降速传动时,传动件的误差被缩小相同的倍数。
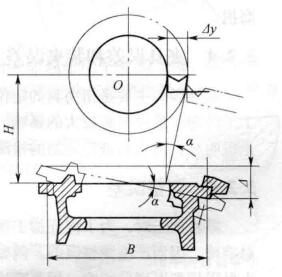
图8车床导轨面间的平行度误差
为减少传动链误差对加工精度的影响,可以采取以下措施:
(1)尽量缩短传动链。减少传动元件数量,可减少误差的来源。
(2)采用降速比传动。特别是传动链末端传动副的传动比越小,则传动链中其余各传动元件误差对传动精度的影响就越小。
(3)提高传动元件,尤其是末端传动元件的制造精度和装配精度。
(4)采用校正装置。其实质是人为加入一个大小与传动链原有的传动误差大小相等方向相反的误差,以抵消原有的传动链误差。如图9所示为丝杠误差的校正装置。
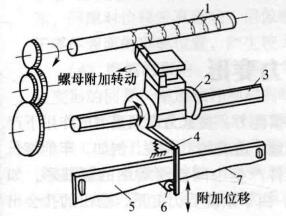
图9 丝杠误差校正装置
1-工件;2-螺母;3-丝杠;4-杠杆;5-校正尺; 6-触头; 7-校正曲线



