文章目录[隐藏]
零件线切割程序编制的步骤和方法
1.程序编制的一般步骤
所谓的程序编制是指从零件图样到程序校验和试切割的整个过程,包括确定工艺过程,确定坐标系及运动轨迹坐标计算,编写加工程序单,以及程序校验与试切检查等,程序编制的步骤如图1所示。
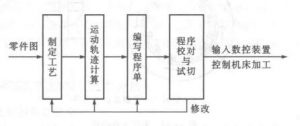
图1程序编制的一般过程
(1)确定工艺过程编程之前,首 先应根据图样要求对工件的形状、技术条件、制造要求、坯料及工艺方案进行详细分析,从而确定装夹方法、起割点及切割路线。对于其他数控加工,还应合理选用机床设各、刀具及切割条件等,以提高数控加工技术经济效果。
(2)运动轨迹的坐标计算根据零件图 样的几何尺寸、切割路线及其所确定的坐标系,计算粗加工和精加工的各个运动轨迹坐标值,诸如运动轨迹的起点和终点、圆弧的圆心等坐标尺寸;对电极丝的运动轨迹还要注意它的移动中心轨迹坐标;对于用圆头刀具加工的场合还有刀心运动轨迹坐标;对于非圆曲线,必须计算逼近线段的交点坐标值,并限制在允许误差范围以内;对于有公差要求的尺寸,还要考虑如何在编制中一并解决等。
进行坐标计算时,必须统规定 数控机床坐标轴名称及其运动的正负方向。日前国际上已统一了标准的坐标系(即采用右手直角笛卡儿坐标系).规定直角坐标X.T、Z三者的关系及其正方向用右手定则判定。我国也制定了JB3051 - 82《数控直角坐标和运动方向的命名》数控标准.它与IS()841等效。
编程时还应明确绝对坐标系还是增量坐标系。运动轨迹的坐标点是以某一个固定原点计量的坐标系为绝对坐标系:若运动轨迹的终点坐标以其起点计算的坐标系等效为增量坐标系。
(3)编写加工程序单根据计算出的运动轨迹坐标值和己确定的加工顺序、工艺参数以及辅助动作.按照数控装置规定使用的功能指令代码及程序格式.逐段编写加工程序单。在程序段之前加上程序的顺序号.在其后加上程序段结束符号。此外.还应附上必要的加工示意图、刀具布置图. 机床调整卡、工序卡以及必要说明(如零件名称与图号、零件程序号、机床型号以及目期等)。
(4)程序校验和试切程序单必须经过校验 和试切割才能正式使用。一般的方法是将程序单的内容直接输入到CNC装置进行机床的空转检查.在有(RT屏幕图形显示的数控机床上.用图形模拟刀具相对工件的运动轨迹则更为方便。为了确保加工零件的质量.必要时还需要用试切的方法进行实际切割检查。
2.程序编制方法
根据零件几何形状的复杂程度、程序的长短以及编程精度要求的不同.可采用不同的编程方法,主要有手工编程和计算机零件编程。
手工编织程序就是在图1所示的编程全过程中.全部或主要由人工进行。对于儿何形状不太复杂的简单零件.所需的加工程序不多.坐标计算也较简单.出错的概率小.这时用手工编程就显得经济而且方便。因此.手工编程至今仍广泛地应用于简单的点位加工及直线与圆弧组成的轮廓加工中。但对于一些复朵零件.特别是具有非圆曲线、曲面的表面(如叶片、复杂模具).或者零件的几何元索并不复杂。但程序量很大的零件(如复杂的箱体或--个零件上有千百个矩阵钻孔).或者是需要进行复杂的工步与工艺处理的零件(如数控车削和加工中心机床的多I序集中加L).由于这些零件的编程计算相当繁琐.程序量大.手工编程就很难胜任,即使能够编出.往往耗用时间长、效率低.而且出错概率高。因此.必须解决程序编程的自动化问题.即利用计算机进行辅助编程。
计算机零件编程常称自动编程。自动编程是借助于计算机及其编程软件的帮助来完成图1的几乎全部编程内容。自动编程的方法很多,在生产实践中应用的不下百种,主要有APT语言编程、图形编程及语音编程等。高速走丝电火花线切割机所提供的自动编程方法一般为图形编程.我们应用了作图编程系统之后都会感到.计算机辅助编程可显著减轻劳动强度和缩短编程时间.使用也十分方便.而且零件越复杂、工艺过程越是多样繁琐.其技术经济效果也就越好。所以.目前自动编程技术已得到广泛应用。
3.程序格式
一条完整的加工程序是由若干程序段组成;包括从数控机床开始执行任务到整个零件加工完毕后自动停止的整个过程。每条程序段则表示-种操作过程.除程序段结束字符“LF"外.还包括字、字符及数据组成程序段具体内容,表示一个完整的操作。程序段格式或称程序格式是指一条程序段中,有字、字符及数据组成的基本形式。不同的数控系统有截然不同或大同小异的程序格式。其字符及数据表示的具体操作内容也会有所不同,因而在编程时必须首先熟悉机床的原始规定及其程序格式,才能正确编程。
目前广泛应用的程序格式有两种基本格式。一种是字一地址程序格式,即ISO代码“G" 指令格式;另一种是采用分隔符的固定顺序的格式,如我国高速走丝电火花线切割机所用的“3B"指令程序格式。
(1)字一地址程序格式 字一地址程序格式(ISO"G"代码程序格式)每个字前有地址;各字的先后排列并不严格;数据的位数可多可少(但不得大于规定的最大允许位数);不需要的字以及与上一程序段相同的续效字可以不写。这种程序格式的优点是程序简短、直观、不易出错,故广泛使用。国际标准化组织已就这种可编程序段字一地址格式制定了ISO 6983 - I-1982标准。这为数控系统的设计.特别是程序编制带来很大方便。
(2)分隔符固定顺序格式分隔符固定顺序格式("3B"指令程序格式)的特点是所有字的数字都用分隔符"HT"或"B"表示,但各字的顺序为固定,不可打乱;不需要的或与上一程序段相同的可以省,但必须补上分隔符。这种程序格式不需要判别地址的电路,数控系统简单。主要用于功能不多且较固定的数控系统.如高速走丝电火花线切割机的数控系统。其缺点是程序不直观,且容易出错。



