文章目录[隐藏]
1.定位误差与基准的概念
工件上用于确定加工表面位置的点、线、面,称为工序基准。在夹具的定位元件上,与工件相接触的表面称为限位基准。若定位元件是回转体,则限位基准就是它们的中心线。限位基准在空间的位置固定不变,是调整刀具位置的依据。
一批工件放在夹具中进行加工,获得的尺寸精度和位置精度取决于工序基准与加工表面之间的尺寸和位置,加工表面在空间的位置又取决于刀具,刀具的位置在加工前根据夹具上的定位元件来调整,刀具的运动轨迹由机床或导向装置来保证,在假定机床有足够刚度和忽略刀具磨损的情况下,可认为加工表面在空间的位置相对于限位基准是不变的,但由于工件及定位元件存在误差,使得工序基准在空间的位置发生了变化,所以造成加工后这批工件的尺寸和位置不一致,产生加工误差。这种只与工件定位有关的加工误差,称为定位误差,用ΔD表示。定位误差的大小等于工序基准相对于限位基准的位移量。
2.造成定位误差的原因
工序基准相对于限位基准的位移量可以分解成两个部分,即工序基准相对于定位基准的位移量和定位基准相对于限位基准的位移量。相应地造成定位误差的原因可以归结为两个:
一是定位基准与工序基准不重合,由此产生基准不重合误差ΔB,这是由于工件存在误差造成的;二是定位基准与限位基准不重合,由此产生基准位移误差Δy,这是由于工件和定位元件存在误差造成的。
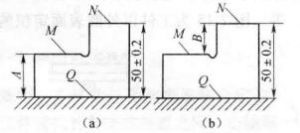
图1平面定位时的定位误差计算
(a)工序基准和定位基准都是 Q面;
(b)定位基准为Q面,工序基准为N面
3.定位误差的计算
(1) 工件以平面定位时的定位误差计算。工件以平面定位产生定位误差的原因,主要是由于工件定位基准与工序基准不重合和定位基准面间的位置误差而引起的。因为这时定位基准相对于限位基准的位移量为定位基准的平面度误差,特别是用于定位的平面已加工过,其平面度误差很小,可以忽略不计。
①基准不重合引起的定位误差。加工图1所示的工件M面时,若表面N、Q在前道工序已加工,并保证尺寸(50+0.2) mm, 在加工M面时,分别保证尺寸A和B,试分别计算两种情况下的定位误差?
a.保证尺寸A时的定位误差计算:如图1 (a),工序基准和定位基准都是Q面,所以定位误差ΔD=ΔB=0。
b.保证尺寸B时的定位误差计算:如图1 (b),定位基准是Q面,工序基准是N面,N面相对于Q面的位移量等于尺寸(50+0.2) mm (联系尺寸,即联系工序基准和定位基准的尺寸)的公差0.4 mm。则ΔD=ΔB=0.4 mm。
②定位基准间位置误差引起的定位误差。若加工图2所示的工件,工序尺寸为a+δ,取底面M面与侧面K面为定位基准,则上道工序加工的表面M与K面要互相垂直,但实际加工中总会有垂直度误差。
当M与K面的交角为90°+α时(图2(b) ),这时加工后实际尺寸a实=a+htanα。当M与K面的交角为90°-α时(图2 (c) ),这时加工后的实际尺寸a实=a-htanα。
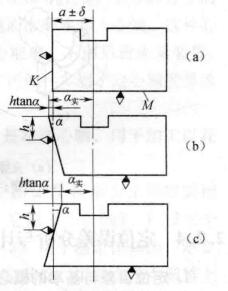
图2基准间位置误差引起的定位误差
(a) M与K面互相垂直;
(b) M与K面的交角为90°+α;
(c) M与K面的交角为90°-α
(2)外圆定位时的定位误差计算。图3为工件以外圆表面为定位基准,在V形块上定位铣键槽。在加工同一键槽时,由于标注工序尺寸不同(即选择不同的工序基准),将产生不同的定位误差。现分三种方法标注工序尺寸,其定位误差分析计算如下:
①以工件外圆面的中心为工序基准,标注键槽的加工尺寸h1 (图3(a) )。因为工件的定位基准也是外圆的中心线,所以ΔB=0。由于工件的外圆尺寸的公差为δd,则外圆面中心线在O1和O2之间变动,所以定位基准相对于限位基准的位移量为O1O2,即
![]()
这种情况下的定位误差为
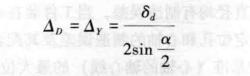
②以工件外圆的底素线为工序基准,标注键槽加工尺寸h2 (图3(b) )。此时的基准位移误差仍为Δy=O1O2。由于工序基准和定位基准不重合,工序基准相对于定位基准的位移量等于外圆公差之半,即ΔB=δd/2。由图可知,定位误差为两项误差之代数差,即
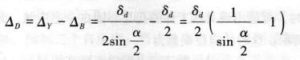
(3)以工件外圆的顶素线为工序基准,标注键槽加工尺寸h3 (图3(c) )。定位误差为两项误差之代数和。
V形块的夹角a有60°、90°、120°三种。 从定位误差大小来看,α= 120°时其值最小,但定位稳定性差,所以多用于工件直径大、外圆尺寸精度低时。一般多用a=90°。
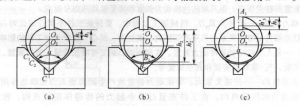 图3工件以外圆表面在V形块上定位时的定位误差
图3工件以外圆表面在V形块上定位时的定位误差
(a)以外圆的中心为工序基准; (b)以外圆的底索线为工序基准;
(c)以外圆的顶素线为工序基准
(4)用孔定位时的定位误差计算。盘类工件常装在心轴上加工,安装简图如图4所示。其中小圆表示心轴直径,大圆表示工件定位孔直径。
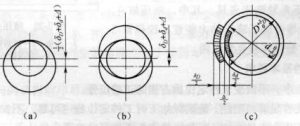 图4单位定位误差
图4单位定位误差
(a)孔与心轴偏向一边接触; (b)某些孔和心轴在一边接触; (c)工件
由于工件定位孔和心轴直径均有制造误差,当工件装在心轴上加工时,孔与心轴的轴心线不重合。这是由于工件的定位孔和心轴的制造误差及其配合间隙共同引起的,工件工序基准(孔的中心)相对于限位基准(心轴的轴心线)的最大位移量就是定位误差。
设工件定位孔的直径为D+δ,心轴直径为d-δd,配合间隙为Δ,如图4(c) 所示。当.孔与心轴偏向一边接触,如图4(a)所示时,其定位误差为
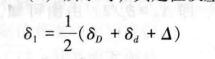
在心轴垂直安装时,可能出现某些工件的孔与心轴在一边接触,而另一些则在另一 边接触,如图4 (b)所示。这时的定位误差为
![]()



