文章目录[隐藏]
数控加工的基本概念
1 实现加工的步骤:
首先,须配置好机床。这是正确输出代码的关键;
其次,看懂图纸,用曲线表达工件;
然后,根据工件形状,选择合适的加工方式,生成刀位轨迹;
最后,生成G代码,传给机床。
2 两轴加工
在CAXA数控车中,机床坐标系的Z轴即是绝对坐标系的X轴,平面图形均指投影到绝对坐标系的XOY面的图形。
3 轮廓
轮廓是一系列首尾相接曲线的集合,如下图所示:在进行数控编程,交互指定待加工图形时,常常需要用户指定毛坯的轮廓,用来界定被加工的表面或被加工的毛坯本身。如果毛坯轮廓是用来界定被加工表面的,则要求指定的轮廓是闭合的;如果加工的是毛坯轮廓本身,则毛坯轮廓也可以不闭合。
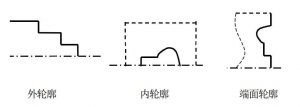
图1轮廓示例
4 毛坯轮廓
针对粗车,需要制定被加工体的毛坯。毛坯轮廓是一系列首尾相接曲线的集合,如下图所示:
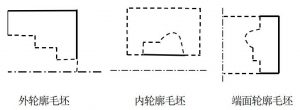
图2毛坯轮廓示例
在进行数控编程,交互指定待加工图形时,常常需要用户指定毛坯的轮廓,用来界定被加工的表面或被加工的毛坯本身。如果毛坯轮廓是用来界定被加工表面的,则要求指定的轮廓是闭合的;如果加工的是毛坯轮廓本身,则毛坯轮廓也可以不闭合。
5 机床参数
数控车床的一些速度参数,包括主轴转速、接近速度、进给速度和退刀速度。如下图所示。
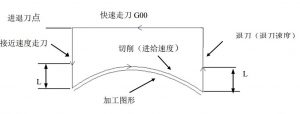
图3数控车中各种速度示意 ( L = 慢速下刀 /快速退刀距离 )
主轴转速是切削时机床主轴转动的角速度;进给速度是正常切削时刀具行进的线速度(r/mm);接近速度为从进刀点到切入工件前刀具行进的线速度,又称进刀速度;退刀速度为刀具离开工件回到退刀位置时刀具行进的线速度。
这些速度参数的给定一般依赖于用户的经验,原则上讲,它们与机床本身、工件的材料、刀具材料、工件的加工精度和表面光洁度要求等相关。
速度参数与加工的效率密切相关。
6 刀具轨迹和刀位点
刀具轨迹是系统按给定工艺要求生成的对给定加工图形进行切削时刀具行进的路线,如下图所示。系统以图形方式显示。刀具轨迹由一系列有序的刀位点和连接这些刀位点的直线(直线插补)或圆弧(圆弧插补)组成。
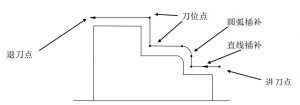
图4刀具轨迹和刀位点
本系统的刀具轨迹是按刀尖位置来显示的。
7 加工余量
车加工是一个去余量的过程,即从毛坯开始逐步除去多余的材料,以得到需要的零件。这种过程往往由粗加工和精加工构成,必要时还需要进行半精加工,即需经过多道工序的加工。在前一道工序中,往往需给下一道工序留下一定的余量。
实际的加工模型是指定的加工模型按给定的加工余量进行等距的结果。如下图所示:
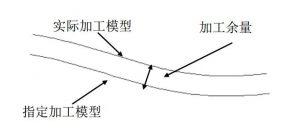
图5加工余量示意
8 加工误差
刀具轨迹和实际加工模型的偏差即加工误差。用户可通过控制加工误差来控制加工的精度。
用户给出的加工误差是刀具轨迹同加工模型之间的最大允许偏差,系统保证刀具轨迹与实际加工模型之间的偏离不大于加工误差。
用户应根据实际工艺要求给定加工误差,如在进行粗加工时,加工误差可以较大,否则加工效率会受到不必要的影响;而进行精加工时,需根据表面要求等给定加工误差。
在两轴加工中,对于直线和圆弧的加工不存在加工误差,加工误差指对样条线进行加工时用折线段逼近样条时的误差。如下图所示:
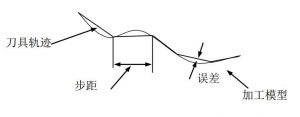
图6加工误差与步长
9 干涉
切削被加工表面时,如刀具切到了不应该切的部分,则称为出现干涉现象,或者叫做过切。
在CAXA数控车系统中,干涉分为以下两种情况:
1)被加工表面中存在刀具切削不到的部分时存在的过切现象。
2)切削时,刀具与未加工表面存在的过切现象。


