为了自动完成加工过程,T工件和刀具总是做相对运动的。在数控编程中规定:假定工件固定不动,全部由刀具运动实现加工编程。而刀具进给运动的控制方式有三种基本方式:
(1)点位控制方式:这种控制方式的主要功能是在坐标系中,将刀具从一点到另一点定位,它只控制刀具在相对于工件运动时,从一点到另-点之间的准确性,而不考患两点之间的.运动路线如何(又称点到点控制),也即只控制刀具的起点和终点位置,在刀具运动过程中不作任何加工(见图1),从起点到终点刀具可以任何方式运动完成如①至⑤中任何一种路线。
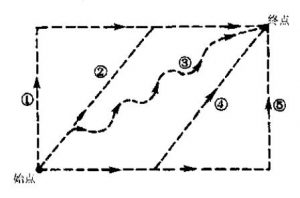
图1 点控制方式
(2)直线控制方式:这种控制方式除了控制刀具从始点到终点的准确位置之外,还要保证运动的轨迹必须是和坐标轴平行的肖线,并在运动中进行切削加上。
(3)轮廓控制方式:这种控制方式比较复杂,它不但能控制起点与终点的坐标位置,而且要控制整个运动过程的轨迹。由于刀具的运动路线是连续控制的,因此,它又称连续控制。它在加工过程中要连续进行插补运算。控制刀具移动速度的功能称为进给功能,该功能有以下3种:
●快速进给:快速点定位指令(G00)、直线插补指令(G01)、圆弧插补指令(G02,G03),当机床通电后直线插补指令G01生效。
●恒速进给:刀具用程序中指令的速度(切削进给速度)运动(G98,G99)。
●暂停用G04指令。
为了避免机械冲击,在刀具移动开始和移动结束时,系统自动进行加速和减速,如图2所示。切削进给时,被指令的语句与下一个语句之间在移动方向变化时会出现一段圆弧,如图2-18所示。另外当圆弧插补时,在半径方向要产生误差如图2-19所示。图3的圆弧和图4的误差,都是与进给速度有关,为了使刀具按程序运动,就必须控制进给速度。
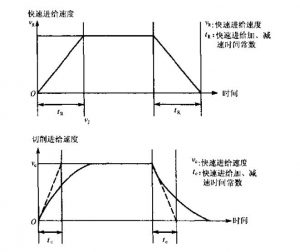
图2 自动加速和减速
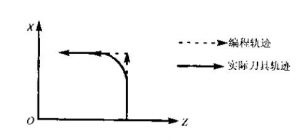
图3语句之间在移动方向变化时的刀具轨迹
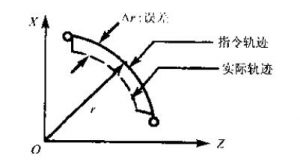
图4圆弧插补的半径方向的误差
1快速进给指令
●指令格式:G00 IP--;快速定位指令.
1P--;绝对指令时为刀具移动的目的或终点坐标值,相对指令时为刀具的位移量,如图5所示。
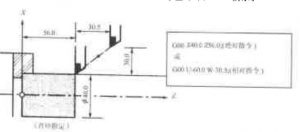
图5 G00 的指令格式
●指令格式:G01 IP一F--;直线插补指令
IP- -;绝对指令时为刀其移动的月的或终点坐标值,相对指令时为刀具的位移量,如图3所示。
F --;刀具的进给速度。
如图6所示的工件,F是走刀方向,编程语句如下:
N1 G01 Z-25 FO. 2;
N2 G0I X20 A210 FO. 1;
N3 G01 Z-65 F0. 2;
N4 G01 X60 A135;
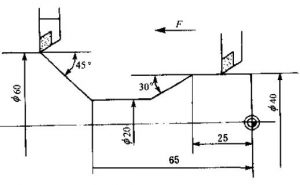
图6 G01 的编程实例
注意:A.F分别代表角度和进给速度地址。
指令格式: G02 IP--;顺时针圆弧插补
G03 IP--;逆时针圆弧插补
G02、G03常用到圆心坐标编程或半径(R)编程两种方法,分别如图7和图8所示,其中1、K表示圆弧起点计算的圆弧中心坐标,P、Q表示从工件原点计算的圆弧中心坐标,R表示圆弧半径,F表示进给速度。
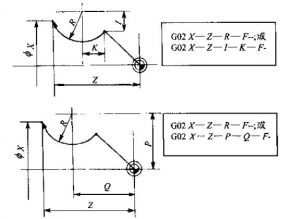
图7 G02的编程格式
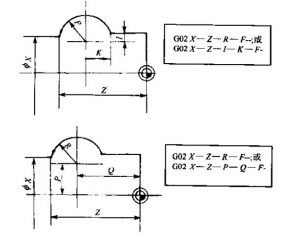
图8 G03 的编程格式
2恒速进给指令
在直线插补和圆弧插补情况下,刀具用多大的速度进给,要由F后面指令的数值来决定。切削进给时为了能使下一个程序段与上一个程序段用相同的速度进行切削,可以用G98/G99指令.
指令格式:G98;每分钟进给指令(mm/min或inch/min)
G99;每转进给指令(mm/rev或inch/rev)
在G98指令后面的F是指刀具每分钟的进给量(图9(a)),G99指令后面的F表示主轴每转时刀具的进给量(图9(b))。指令了G98方式后,则在G99被指令前一直有效,机床通电后为每转进给状态。
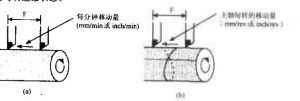
图9 G98/G99指令的刀具进给
3暂停指令
用暂停指令,经过被指令时间的暂停以后再执行下一个语句。指令格式:G04X/U--;(X/U表示指定的时间或主轴转数)



