文章目录[隐藏]
1.穿丝孔的位置和直径
在加工穿丝孔之前,必须满足切人点要求。在切割中、小孔形凹形类工件时,穿丝孔位于凹形的中心位置时,操作最为方便。因为这既便于穿丝孔加工位置的准确,又便于控制坐标轨迹的计算。
在切割凸形工件或大孔形凹形类工件时,穿丝孔应设置在加工切入点附近,这样可以大大缩短无用切割行程。穿丝孔的位置,最好选在已知坐标点或便于计算的坐标点上,以简化有关轨迹控制的运算。
穿丝孔的直径不宜太小或太大,以钻孔或镗孔工艺简便为宜,一般选在3 ~ 10 mm的范围内。孔径最好选取整数值或较完整数值,以简化用其作为加工基准的运算,如图1所示(R5虚线圆为穿丝孔)。
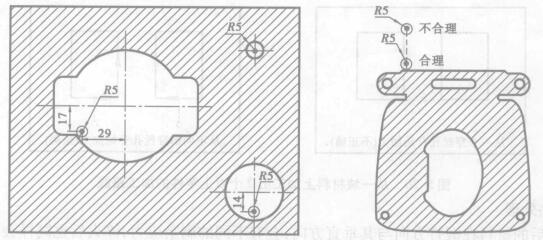
图1 合理的穿丝孔
2.穿丝孔的加工
在加工穿丝孔时,如果有基准面定位,不需要用穿丝孔定位时,就直接用钻床钻出穿丝孔。
如果穿丝孔要作为加工基准,在加工时,必须确保其位置精度和尺寸精度。这就要求穿丝孔的加工,要在具有较精密坐标工作台的机床上进行。为了保证孔径尺寸精度,穿丝孔可采用钻铰钻镗或钻车等较精密的机械加工方法。穿丝孔的位置尺寸精度,般要 等于或高于工件要求的精度。


