文章目录[隐藏]
线切割合理的穿丝孔选择,对零件的精度至关重要。
1.线切割切入点的确定,必须遵从以下几条原则
1)从加工起点(穿丝孔)至切人点的路径要短,如图1所示。
2)切入点从工艺角度考虑,放在棱边凸起端点易于修磨处为最好,如图2所示。

图1 进刀线要短
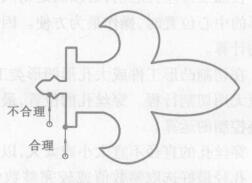
图2切入点选在凸起的位置
3)切入点应避开有尺寸精度要求的地方,如图3所示。
4)进刀线应避免与程序第一段、最后一段构成小夹角,如图4所示。

图3切入点不应在有尺寸精度的位置
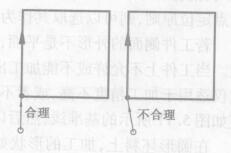
图4垂直进刀
2.加工穿丝孔的必要性
为了减少由残余应力所引起的材料变形,不论什么性质的工件(凸模或凹模)都应在毛坯的适当位置进行预孔加工,即穿丝孔的加工。
凹形类封闭工件,在切割前必须具有穿丝孔,以保证工件的完整性。
凸形类工件的切割也有必要加工穿丝孔。由于坯料在切断时,会破坏材料内部应力的平衡状态而造成材料的变形,影响加工精度,严重时甚至造成夹丝、断丝。当采用穿丝孔时,可以使工件坯料保持完整,从而减少变形所造成的误差,如图5所示。

图5切割凸模时加工穿丝孔与否的比较



