一个零件的机械加工工艺过程,需要采用多种不同的加工方法和设备,通过一系列加工工序完成。机械加工工艺过程就是由一个或若千个顺序排列的工序组成的。而工序又可分为安装、工位、工步和走刀。
1.工序
一个(或一组)工人,在一个工作地点(或一台机床上),对一个(或一组)零件连续加工所完成的那部分工艺过程,称为工序。划分工序的主要依据是工作地是否改变和加工是否连续完成。如图1所示阶梯轴,当单件小批量生产时,其工序划分按表1进行;当大批量生产时,其工序划分按表2进行。
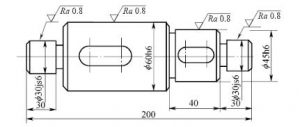
图1所示阶梯轴

表1单件小批生产的工艺过程
表2大批生产的工艺过程
工序不仅是制订工艺过程的基本单元,也是制订时间定额、配备工人、安排作业计划和进行质量检验的基本单元.
2.工步
在一个工序中,当加工表面、切削工具、切削用量中的进给量和切削速度都不变的情况下所完成的那部分工艺过程称为工步。以上三种因素中任-因素改变后,即成为新的工步。一个工序可以只包括一个工步,也可以包括几个工步。如表1中的工序1,加工两个表面,所以有两个工步。表2中的工序4只有一个工步。
为简化工艺文件,对于那些连续进行的若千个相同的工步,通常都看做一个工步。如加工图2所示的零件,在同一工序中,连续钻四个φ15 mm的孔就可看做一个工步。为了提高生产率,用几把刀具或复合刀具同时加工几个表面,这也可看做一个工步,称为复合工步。如表1-3铣端面、钻中心孔,每个工位都是用两把刀具同时铣两端面或钻两端中心孔,它们都是复合工步。在工艺文件上,复合工步应视为一个工步。
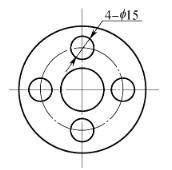
图2简化相同工步的实例
图2简化相同工步的实例
3.走刀
在一个工步内,若被加工表面需切去的金属层很厚,就可分为几次切削,则每进行- -次切削就是一次走刀。一个工步可以包括一次或几次走刀。
4.安装
工件在加工之前,在机床或夹具中占有正确位置的过程称为定位。工件定位后将固定不动的过程称为夹紧。将工件在机床或夹具中定位、夹紧的过程称为安装。在一道工序中,工件可能被安装一-次或多次, 才能完成加工。如表1中的工序1要进行两次安装:先装夹工件一端,车端面、钻中心孔,称为安装1;再调头装夹,车另一端面、钻中心孔,称为安装2。工件在加工过程中,应尽量减少安装次数,多一次安装,就会增加定位和夹紧误差,还会增加安装时间。
5.工位
在批量生产中,为了提高劳动生产率,减少安装次数、时间,常采用回转夹具、回转工作台或其他移位夹具,使工件在一次安装中先后处于不同的位置进行加工。工件在.机床上所占据的每一个待加工位置称为工位。图3所示为利用回转工作台或转位夹具,在一次安装中顺利完成装卸工件、钻孔、扩孔、铰孔四个工位加工的实例。采用这种多工位加工方法,可以提高加工精度和生产率。
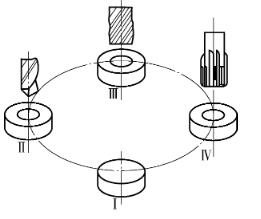
图3多工位加工
工位I—装夹工件 工位II—钻孔 工位III—扩孔 工位IV—铰孔



