(1)电极丝的种类及性能1高速走丝电火花线切割加工所用的电极丝,也要求导电性能、热学物理性质好、抗拉机械特性好、几何精度高。但和低速走丝不同:低速走丝机是单向走丝不重复使用;而高速走丝机则是在高速往返移动情况下重复使用,不仅承受冲击力大,而且要求抗电腐蚀。要求切割50000 mm'工件后,电极丝直径损耗要在0.01 mm之内。
低速走丝机常用的黄铜丝和镀层铜丝抗拉强度低,伸长率大都不适合在高速走丝机上使用。钢芯电极丝虽有钢丝增加抗拉强度,但外层镀的铜很容易在线切割加工时消耗掉。试验发现,在高速走丝机现有条件(现有高频电源)下用钢芯铜电极丝进行线切割加工,加工不到半天,电极丝直径已减小0. 04~0.05 mm.
高速走丝机所用的电极丝,还要求导电性能好、抗拉强度高、伸长率小、耐电腐蚀的钼丝或钨钼丝,其性能见表1-2。
(2)电极丝直径的影响电 极丝的直径对切割速度的影响较大。若电极丝直径过小,则承受电流小,切缝也窄,不利于排屑和稳定加工,显然不可能获得理想的切割速度。因此,在一定的范围内,电极丝的直径加大是对线切割速度有利的。但是,电极丝的直径超过一-定程度,造成切缝过大,反而又影响了切割速度的提高。因此,电极丝的直径又不宜过大。同时,电极丝直径对切割速度的影响也受脉冲参数等综合因素的制约。
为了在不同加工电流下比较切割速度,这里引入了切割效率VUup的概念。所谓切割效率,就是单位加工电流的切割速度:
Vuip=Vui/I(1-1)
式中:I一加工电流(A).
例如,切割速度为80 mm2/min,加工电流I=4A,则切割效率Vuip =Vui/I= 80/4= 20mm2/min.A,就是说每安培的切割速度为20mm2/min。电极丝直径大小与切割速度和切割效率的关系见表1.
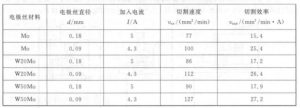
表1电极丝直径大小-与切割速度和切割效率的关系
注:加工条件相同:工件为Crl2,HRC>55° ,H= 50 mm;ti=8 μstlo=24 μs;u, =70 V;工作液浓度为15%的DX-1.
(3)电极丝上丝、紧丝对工艺指标的影响以及调整方法。电极丝的上丝、紧丝是线切割操作的一个重要环节,它的好坏,直接影响到零件的质量和切割速度。如图1所示,但电极丝张力适中时,切割速度(Vui=VfX工件厚度)最大。在上丝、紧丝的过程中,如果上丝过紧,电极丝超过弹性变形的限度,由于频繁地往复弯曲、摩擦,加上放电时遭受急热、急冷变换的影响,可能发生疲劳而造成断丝。高速走丝时,上丝过紧易造成断丝,而且断丝往往发生在换向的瞬间,严重时即使空走也会断丝。
但若上丝过松,由于电极丝具有延伸性,在切割较厚工件时,由于电极丝的跨距较大,除了它的振动幅度较大以外,还会在加工过程中受放电压力的作用而弯曲变形,结果电极丝切割轨迹落后并偏离工件轮廓,即出现加工滞后现象(图2),从而造成型状与尺寸误差,如切割较厚的圆柱体会出现腰鼓形,严重时电极丝快速运转容易跳出导轮槽或限位槽,而被卡断或拉断。所以,电极丝张力的大小,对运行时电极丝的振幅和加工稳定性有很大影响,故而在上电极丝时应采取张紧电极丝的措施。如在上丝过程中外加辅助张紧力,通常用可逆转电动机,或上丝后再张紧一次(例如采用张紧手持滑轮)。为了不降低电火花线切割的工艺指标,张紧力在电极丝抗拉强度允许范围内应尽可能大一点,张紧力的大小应视电极丝的材料与直径的不同而异),一般高速走丝线切割机床钼丝张力应在5~10 N。
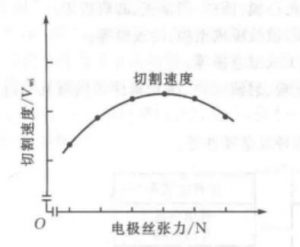
图1线切割电极丝张力与-加工进给速度的关系
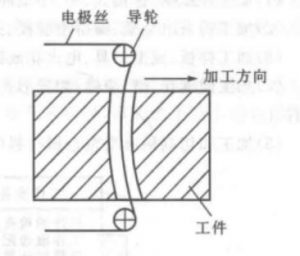
图2放电切割时电极丝弯-曲滞后



