1电切削加工原理
电火花线切割加工与电火花成型加工一样,都是基于电极之间脉冲放电时的电腐蚀现象。所不同的是,电火花成型加工必须事先将工具电极做成所需的形状及尺寸精度,在电火花加工过程中将它逐步复制在工件上,以获得所需要的零件。电火花线切割加工则不需要成型工具电极,而是用一根长长的金属丝做工具电极,并以一定的速度沿电极丝轴线方向移动(低速走丝是单向移动,高速走丝是双向往返移动),它不断进人和离开切缝内的放电区。加工时,脉冲电源的正极接工件,负极接电极丝,并在电极丝与工件切缝之间喷射液体介质;另外,安装工件的工作台,则由控制装置根据预定的切割轨迹控制伺服电机驱动,从而加工出我们所需要的零件。
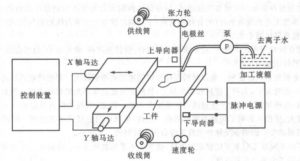
图1电火花线切割加工原理
2线切割机床的结构
机床本体由床身、坐标工作台、运丝机构、丝架(高速走丝机)或立柱(低速走丝机)、工作液箱、附件和夹具等几部分组成。
床身、立柱的结构类型如图2所示,其中框形结构和C形结构适用于中小工件加工,而龙门形结构的布局呈对称型,刚性强,有利于热平衡,适用于大型及精密工件加工。
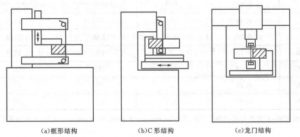
图2床身的结构类型



