1.线切割加工工序的合理性
线切割加工工序通常是安排在工件材料机加工及热处理之后,作为零件的最后一道加工工序。如果切割成型之后还要进行其他加工,一定要考虑到是否会引起工件的变形或表面硬度、形状的改变。例如,对某些高灵敏度传感器、弹性元件、微细零件在线切割工序之后还要进行研磨、抛光等设计所要求的后序处理,以进--步提高表面加工质量,消除显微裂纹,提高疲劳寿命。为保证这些后续加工能顺利进行,工件需要在电火花线切割加工后仍保持一定的刚度,即先要将工件切割成封闭的形状、实施研磨、抛光后,再用线切割切成开放的形状。这就意味着必须将一个线切割工序分成两部分来做,中间要加入其他工序,才能满足最终的设计要求。
2.工件材料和尺寸的要求
电火花线切割加工一般都不能加工绝缘材料和电阻率大的材料;导电性好的材料比导电性差的材料容易加工;淬火后硬材料比退火后软材料容易加工;黑色金属比有色金属容易加工。
被加工的材料的导电性要好,其电阻率一般都应小于0.1Ω•cm,同时在机械物理特性方面还必须适合装夹,如对材料硬度、刚度、塑性等方面的考虑。
特殊材料的加工,还要求其化学性能稳定,不会与水、氧和氢发生剧烈的化学反应,不可燃,不会在加工过程中产生有害气体。例如,对金属铍的加工,必须在绝对的安全生产条件下进行,保证对废气、废液、废渣排放的严格控制。
玻璃、陶瓷一类的无机材料,在通常条件下是不能进行放电加工的。尽管有这样的研究报道:通过诱发放电等工艺措施可以对非金属材料进行切割,但与其他已知的加工方法相比效率还是低很多,暂时还不具备常规的应用价值。
常用的冲压模具钢,有时会因锻造热处理不当而导致内部碳化物组织晶粒粗大,电阻分布不均匀而使电火花线切割加工不稳定,经常会发生断丝现象。
硬质合金,导电陶瓷、聚晶金刚石等复合材料,有时也会因其所采用的黏结剂的导电性质、原材料晶粒的大小、合成后形成的新物相的组织结构不同,而使电火花线切割加工性能有很大的差异。
铝、钛等有色金属的加工,甚至完全不能按照加工钢的工艺参数进行电火花线切割加工。否则,会出现极间短路、进电块过度磨损、电极丝直径损耗加剧、跟踪不好等现象,而导致断问题的发生。
另外,工件尺寸的大小必须能够放入机床工作台内。要求加工的轮廓轨迹必须在加工范围内,而且适合装夹,不超过机床额定的最大负荷。当然,电极丝首先要能够顺利穿过工件、所要求加工的轨迹必须是能用圆弧或直线描述的。
3.加工质量的要求
要满足零件加工质量的要求,首先应根据加工要求合理选用线切割机床的类型。
(1)高速走丝电火花线切割机床一般能加工表面质量Ra≤2.5 μm,加工尺寸误差0≤±0.01mm.凡加工要求在这个范围的,都应首选高速走丝电火花线切割机床。因为此类机床加工过程消耗低,加工成本低,特别经济。
(2)低速走丝电火花线切割机床的加工表面粗糙度Ra≤0.5 μm,加工尺寸误差都能控制在±0.005mm之内。所以,凡加工质量要求较高的零件,都应考虑选用低速走丝电火花线切割机床加工。
(3)有不少零件,加工要求Ra=0.5~1.5 μm,加工尺寸误差0=±(0.01~0.005)mm,用普通的高速走丝电火花线切割机床难于达到,用精密低速走丝电火花线切割机床又感到加工费用太高。此时,可选用经济型的低速走丝电火花线切割机床或具有多次切割功能的高速走丝电火花线切割机床(即所谓的中走丝电火花线切割机)。加工时,在保证加工表面质量要求的同时,还应兼顾切割速度。过分追求加工表面质量,会严重影响加工速度。表1-1所示的参数是低速走丝电火花线切割机床在切割70mm厚的工件时,不同粗糙度要求下的切割速度。
表1-1线切割加工速度的要求
4.不同粗糙度要求下的切割速度
与其他的加工方法相比,电火花线切割加工的速度尽管在不断提升,但仍然很慢,使用者总是希望加工能进行得更快些。高速走丝线切割机床通常的加工速度在40~ 120 mm2 /min之间,低速走丝线切割机床在60~ 180 mm'/min之间。速度上的差异,取决于对粗糙度与精度的不同要求,也和机床的不同生产年代、不同的机床品牌、不同的加工对象、工件材料的物理特性以及工件几何形状有关。
从表1-2可以看出,在粗糙度不变的情况下,最大的切割速度出现在工件厚度50~70 mm之间,在具备良好冲液的条件下,低速走丝线切割的速度要比高速走丝高得多,加工表面粗糙度也好一些。
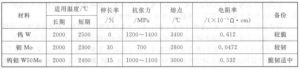
表1-2线切割常用电极丝材料的性能
注:电阻率为0 ℃时的值。
在某些特殊的应用场合,需要机床以最大的加工速度来进行切割,而不考虑表面粗糙度以及变质层的厚度,如下料、直接切割出零件以及多次切割中的粗加工等,目前高速走丝线切割机床的最大切割速度可以达到200 mm2 /min,而低速走丝线切割机床有的则可达到500 mm2 /min。但是,对于常规的冲压模具来说,实际需要的并不--定是最大的切割速度,而是保证刃口质量前提下的综合加工速度。
5.小圆角要求
线切割所能加工出的最小圆角,理论上等于丝的半径加上最后一次加工所包含的放电间隙,如图1-1(a)所示。最小圆角在这里指的是最小内圆角,而外圆角没有限制。
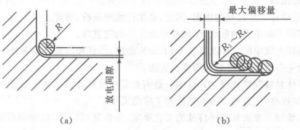
图1-1-丝径偏移量与最小圆角的关系
在编程时还要检查偏移量是否大于最小圆角半径,如图1-1(b)所示。最大偏移量为电极丝的半径.各次加工余量和末次放电间隙之和,如果大于图样,上要求的最小半径,就会产生根切,影响工件.上的圆角。
电极丝的直径决定了所能够切割出的最小圆角,越细的电极丝能够加工出越小的内圆角。但是,细丝所能够承受的加工电流很小、选择细丝的代价是大幅降低加工速度。所以,为解决含有大量圆角轮廓的加工速度问题,出现了这样两种实用方案:
(1)多次切割编程中,把每次切割的轮廓分开编程,每次都按最小圆角选取,以获得丝径可能达到的最小加工圆角。目前已有很多CAM软件已经具备这种功能,能够自动生成具有相同圆角、不同偏移量的多次切割轨迹,避免人工改变圆角多次编程的麻烦。
(2)利用机床自动化程度高或自动找正重复精度高的特点,采用两套送丝机构,用双丝来进行加工。粗加工用粗丝,精加工用细丝;用细丝可以获得更小的圆角,粗丝则兼顾了粗加工时的切割速度。
另外,由于电极丝的柔性,在放电力的作用下产生弯曲,导致实际加工出的轮廓偏离理论轨迹,圆角半径越小误差越大,尤其是当工件的厚度加大了,误差会更加明显,如图1-2所示。



