文章目录[隐藏]
夹具总图尺寸标注的正确与否,公差和技术要求制订的合理与否,对整个机床夹具的设计与制造影响是很大的。
1.夹具总图上标注的五类尺寸
(1) 夹具的轮廓尺寸。
这是指夹具在长、宽、高三个方向上的外形最大极限尺寸。对于升降式夹具要注明最高和最低尺寸,对于回转式夹具要注出回转半径或直径。这样可表明夹具的轮廓大小和运动范围,以便于检查夹具与机床、刀具的相对位置有无干涉现象以及夹具在机床上安装的可能性。图1中工件孔φ6H9需要加工,图2为加工该孔的夹具总图,其中A为夹具最大轮廓尺寸。
(2)工件与定位元件间的联系尺寸。
这主要指工件定位面与定位元件上定位表面的配合尺寸以及各定位表面之间的位置尺寸。图2中B属于此类尺寸。
(3)夹具与刀具的联系尺寸。
这主要指对刀、导向元件与定位元件间的位置尺寸,导向元件之间的位置尺寸及导向元件与刀具(或镗杆)导向部分的配合尺寸。图2中C属于此类尺寸。
(4)夹具与机床的联系尺寸。
这是指夹具在机床上安装时有关的尺寸,从而确定夹具在机床上的正确位置。对于车床类夹具,这主要指夹具与机床主轴端的连接尺寸;对于刨、铣夹具,这是指夹具上的定向键与机床工作台T形槽之配合尺寸。
(5)夹具内部的配合尺寸。
夹具总图上,凡属于夹具内部有配合要求的表面,都必须按配合性质和配合精度标上配合尺寸,以保证夹具上各主要元件装配后能够满足规定的使用要求。图2中E属于此类尺寸。
2.夹具上主要元件之间的位置尺寸公差
夹具上主要元件之间的尺寸应取工件相应尺寸的平均值,其公差一般取+0.02~+0.05。当工件与之相应的尺寸有公差时,应视工件精度要求和该距离尺寸公差的大小而定。当工件公差值小时,宜取工件相应尺寸公差的1/2~1/3;当工件公差值较大时,宜取工件相应尺寸公差的1/3 ~1/5来作夹具上相应位置尺寸的公差。
夹具上主要角度公差一般按工件相应角度公差的1/2~1/5选取,常取为±10',要求严格的可取±5'~±1'。
从上述可知,夹具上主要元件间的位置尺寸公差和角度公差,-般是按工件相应公差的1/2~1/5取值的,有时甚至还取得更严些。它的取值原则是既要精确,又要能够实现,以确保工件加工质量。
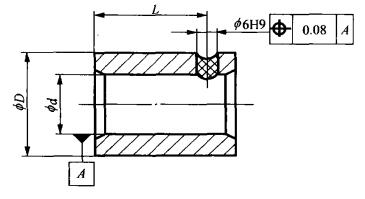
图1工序简图

图2钻轴套工件φ6H9孔及其加工用的夹具
1-钻套; 2-衬套; 3-钻模板; 4- -开口垫圈;5一螺母; 6--定位心轴; 7--底座
3.夹具总图上技术要求的规定
夹具总图上规定技术要求的目的,在于限制定位件和导向元件等在夹具体上的相互位置误差以及夹具在机床上的安装误差。在规定夹具的技术要求时必须从分析工件被加工表面的位置要求人手,分析哪些是影响工件被加工表面位置精度的因素,从而提出必要的技术要求。
技术要求的具体规定项目,虽然要视夹具的构造型式和特点等而区别对待,但归纳起来,大致有如下几方面。
(1) 定位元件之间的相互位置精度要求。
这主要是指组合定位时,定位元件之间的相互位置要求或多件装夹时相同定位元件之间的相互位置要求,目的在于保证定位精度。
(2)定位元件与连接元件和夹具体底面的相互位置要求。
在机床上安装夹具时,是通过连接元件、夹具体底面来确定其在机床上的最终位置。工件在夹具上的正确位置,靠夹具上的定位元件来保证。因此,工件在机床上的最终位置,实际上是由定位元件与连接元件和夹具体底面间的相互位置来确定的。故定位元件与连接元件和夹具体底面间就应当有一定的相互位置要求。
(3)导向元件与连接元件和夹具体底面的相互位置要求。
标注这类技术要求的目的是保证刀具相对工件的正确位置。加工时工件在夹具定位元件上定位。定位元件如前述已能保证与连接元件和底面的相对位置。所以只要保证导向元件与连接元件和夹具体底面的相互位置要求,就能保证刀具对工件的正确位置。
(4)导向元件与定位元件之间的相互位置要求。
这主要指钻、镗套公共轴线对定位元件间的相互位置要求。
上述这些相互位置公差的数值,通常是根据工件的精度要求并参考类似的机床夹具来确定。当它与工件加工的技术要求直接相关时,可以取工件相应的位置公差的1/2~1/5,最常用的是取工件相应公差的1/2 ~1/3。当工件未注明要求时,夹具上的那些主要元件间的位置公差,可以按经验取为(100:0.02) ~(100:0. 05),或在全长上不大于(0.03 ~0.05) mm。
另外,夹具在制造和使用上的其他要求,如夹具的平衡和密封、装配性能和要求、磨损范围和极限、打印标记和编号以及使用中应注意事项等,要用文字标注在夹具总图上。
4.零件的编号和填写零件明细表
夹具总图上的编号从夹具体开始,按顺时针或逆时针方向依次排列,标准件和通用件可直接标出代号和标准。复杂夹具的零件明细表分别按标准件、通用件和专用件填写。标准件按类别和规格尺寸大小依次填写,类别和规格尺寸相同的标准件要合并统计数量,在明细表中仅填写一栏,这样有利于统计和采购。


