利用地址S后续数值的指令,可以控制主轴的回转速度。在切削工件时的刀具和工件的相对速度称为切削速度,如图1所示。在CNC中切削速度可以用主轴转数r/min指令。例如,用300 m/min的切削速度加工直径为200 mm的工件时,根据N= 1000 V/πD的关系式,主轴转速约为478 r/min所以指令为S478。有关主轴转速的指令称为主轴功能。另外, 切削速度可以直接用数值指定。当加工工件直径变化时,CNC可使主轴转速不断变化,以保持切削速度不变,这就叫端面恒周速控制功能。
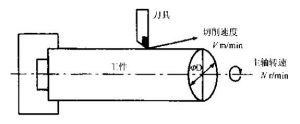
图1 数控车床切削速度
●用代码指令主轴转速的方法:利用地址S后面的指令代码来指令主轴的转速,一个语句可以指令1个S代码。
●端面恒周速控制(G96,G97):在字母S后面,指令端面圆周速度(刀具和工件的相对速度)用它控制主轴转速,使得刀具位置按指定的周速变化。
指令格式:G96 S--;端面恒线速控制指令,S 后面是端面周速即切削速度(m /min或ft/ min);
G97 S--;端面恒角速度控制指令,S后面是主轴转速<r/min);
G50 S--;限制主轴最高转速指令,S后的数值是主轴最高转速(r/min)。
端面恒速控制指令G96是模态G代码,若指令了G96,则以后均为恒速控制状态。在进行恒速控制时,当主轴转速比程序中G50S-;指令的值大时,则主轴转速被限制在最高转速上,通电后主轴的最高转速未被设定即没有被限制。
对于G96的状态,在M03(主轴正转)或M04(主轴反转)被指令前,视为S=0(切削速度为0)。



