文章目录[隐藏]
对于数控机床坐标轴名称及其正负方向,我国已制订了JB3051-82《数控机床坐标和运动方向的命名》的数控标准,它与IS0841相同。标准坐标系采用右于直角笛卡儿坐标系,在此坐标系中车床主轴方向是Z轴,平行于横向运动方向(工件径向)为x轴,不论z轴和x轴,凡刀具离开工件的方向为正向,接近工件方向为负向。
1数控车床编程参考点
在数控车床上设定一个特定的机械位置,通常在此位置进行刀具交换以及设定坐标系,这一位置叫做参考点。
●返回参考点:刀具经过中间点自动返回参考点或经过中间点移动到被指令的位置,如图1所示。

图1-数控车编程坐标系的建立
指令格式:G28 IP-;
IP:中间点的坐标位置
程序运行时G28指令的坐标值作为中间点的坐标值,存储在控制器中。即使G28没有指示坐标值,系统仍然使用前指令的G28的坐标值作为中间点坐标值。
例:N1 G28 X40.0; (中间点X40. 0)
N2 G28 Z60. 0; (中间点X40. 0,Z60.0)
●返回参考点检验:用来检验程序执行了返回参考点的指令后,是否能正确地返回参考点。
指令格式:G27 IP-;
IP:参考点的坐标位置
2数控车编程坐标系
按有关规定,车床主轴中心线是Z轴,垂直于Z轴的为X轴,车刀远离工件的方向为两轴的正方向。
关于坐标系的设定分加工图纸上的坐标系和CNC坐标系(车床坐标系),加工图纸坐标系画在图纸上,程序中的数据就是根据这一坐标系计算的。
CNC坐标系:它是建立在机床上.的,利用程序指令,刀具从现在所在的位置到要设定的坐,标系原点的距离来建立起这个坐标系,如图1所示。
刀具在CNC坐标系上,按照加工图纸上的坐标系编制的程序动作,把工件切削成图纸上的形状。因此,要正确地加工出图纸要求的工件,工件在这两个坐标系中必须是同一位置。如图2和图3分别表示在同一位置上建立两个坐标系的方法。

图2 坐标原点设在卡盘面上的坐标系
●工件坐标系:它指加工工件时使用的坐标系。
指令格式:G50IP-
当IP为绝对指令时,就可直接得到刀具在当前设定工件坐标系中的位置,如图4所示。当IP为相对指令时,则指令前的刀具坐标值和当前指令值相加所得的坐标值就是刀具在该工作坐标系中的位置。
另外通过改变工件原点偏置量,应用坐标设定指令G54~G59可以得到1~6个任意工件坐标系。需要注意的是通电后经过返回参考点,工件坐标系1~6便能建立起来,而通电时系统选择的是G54坐标系;如需约定使用G59时,编程原点实际上是G59和G54之和。
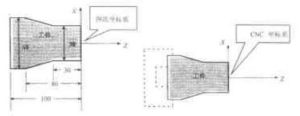
图3坐标原点设在工件端面上的坐标系

图4 用G50X1200.07700.0指令设定坐标系



