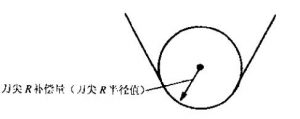
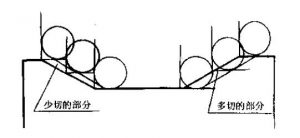
数控车刀尖圆弧半径补偿功能 2020年6月8日09:47:08 发表评论浏览:2607 车刀在调刀仪上或在机床上调刀得到的是刀尖点的坐标值。而实际上车刀的主切削刃和副切削刃间都用半径为R的圆弧过渡,通常R在0.5~2.0 mm之间,如图1所示。通常编程时描述的是刀尖点的运动,这样在加工时会发生过切或少切的现象,如图2所示。为了避免这种现象的发生就需要使用刀尖圆弧半径补偿指令(G41/G42),如图3所示,刀尖点的轨迹相对于工件轮廓做了平移,从而避免了过切或少切。 图1-刀尖圆弧半径 图2 未使用刀尖圆弧半径补偿图 图3 使用刀尖圆弧半径补偿 赞 0 赏 分享