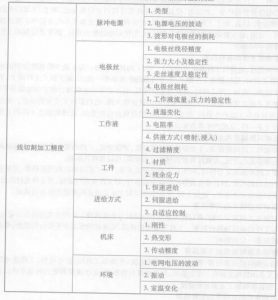
线切割加工的加工精度大致可以分为四个方面,即加工面的尺寸精度、间距尺寸精度、定位精度和角部形状精度。影响线切割加工精度的因素很多,主要有脉冲电源、电极丝、工作液、工件、进给方式、机床和环境等。影响电火花线切割加工精度的主要因素,见表1所示。
表1影响电火花线切割加工精度的主要因素
1.影响切缝精度的主要因素
切缝误差是影响线切割加工形状尺寸精度的重要因素之一。在其他条件一定的条件下,它与脉冲电源电压、峰值电流脉宽间隔都有着密切的关系。
1)切缝与空载电压的关系。空载电压高,切缝宽。切缝越窄,加工切缝的变化量相应地减少,因此,其加工面的平直度和形状精度都可得到改善。
2)平均加工电压与切缝的关系。当采用恒速进给,改变加工电源参数时,无论采用较慢的进给速度,还是采用较快的进给速度,切缝宽的变化较为显著。所以平均加工电压对加工槽宽的影响较大。显然,降低加工电压,使切缝变宽,有利于提高加工精度。
3)切缝宽与加工进给速度的关系。采用伺服进给,既有利于提高进给速度,也有利于提高加工精度。在不影响断丝的情况下,应尽量提高加工的进给速度。
在慢走丝线切割加工中,使用去离子水作为工作液时,不同电阻率的去离子水对切缝宽有很大的影响。工作液的电阻率越高,切缝越窄,越有利于提高加工形状尺寸精度。但是由于加工工件的电蚀物容易产生二次放电,使其沿工件高度方向的电阻率变化,即上、下部的电阻率高,中间部分低,因此,加工工件会形成腰鼓形,在这种情况下,去离子水的电阻率不宜选择得太高。另一方面,还应提高工作液的流量和压力,加快对电蚀物的排除,使更多更新的工作液充满工件的中间部位。
2.影响垂直度的各种因素
所谓垂直度,是指沿工件高度方向的上、中、下的尺寸误差。为了减少沿高度方向的垂直度,在安装工件时,应尽量使工件跟上、下导向器的距离基本-致 ,以减少加工工件间上、下端部的尺寸误差。在加工厚工件时,进给速度会降低,而且中部的电蚀物会使它的电阻率下降,这样就增大了垂直度的误差。如果电极丝的走丝速度太慢,也将影响平直度的误差。走丝速度慢,电极丝在加工区产生损耗,使进入加工区的电极丝由粗变细,造成被加工工件的上部和下部的尺寸不一样,从而产生垂直度误差。
3.影响间距精度的主要因素
线切割加工的间距误差,主要取决于机械精度室温变化.工件内部残余应力、工作液的电阻率和电源参数的变化,而数控装置的精度目前较高,可以忽略其影响。
在加工跳步模和复合模时,间距尺寸精度非常重要。为了获得较高的间距精度,需要有较高精度的线切割机床,而且要有较好的环境恒温条件,对工作液进行监控,对工件进行热处理,高温回火以消除残余应力。在加工时,采用多次切割方法是提高间距精度的有效措施。
4.影响定位精度的主要因素
线切割加工的定位方法,有以孔为基准和以端面为基准两种。采用火花法或自动定位,由电极丝与工件的电接触进行判断。工件基准面的状态电极丝的张力及工作台的惯性,都会给定位精度带来一定的影响。
5.影响表面粗糙度的主要因素
影响表面粗糙因素很多,脉冲电源的峰值电流.平均加工电压放电电容、工作液电阻率等,对加工表面粗糙度都有一一定的影响, 另外电极丝的振动、走丝速度和张力的稳定性以及进给方式,也会影响加工表面的粗糙度。
6.影响角部形状精度的主要因素
由于电极丝半径尺寸和放电间隙的原因,无法使凹模的内拐角加工成清角,加工尖角会被倒圆。同时由于放电力的作用,电极丝产生滞后,在拐角处产生塌角现象,使圆弧及拐角,在加工时造成圆弧误差和拐角误差。为了克服角部加工误差,目前发展了计算机自动控制角部变化的功能,采用最佳控制加工速度和自动转换加工条件的自适应控制,可使角部误差减少到最小。

