文章目录[隐藏]
1.线切割编程案例一
如图1 (a)所示,用手工编程实现加工。
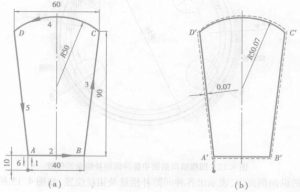
图1 线切割手工编程图例1
2.分析
由图可知:该凸模由三段直线与一段圆弧组成,应编制四条程序段(沿逆时针方向加工)。此外,还应增加钼丝从工件外部切人到轮廓线的引入段和从轮廓结束顺原路径引出的程序段(即引人、引出线)。
3.线切割程序
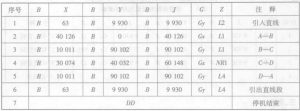
1)若不考虑线径补偿,直接按图形轮廓编程,则所编加工程序,见表1所示。
表1不考虑间隙补偿量的线切割程序清单
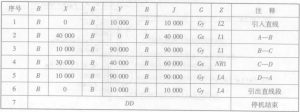
2)若考虑线径补偿。设所用钼丝直径为φ0.12 mm,单边放电间隙为0.01 mm ,则应将整个零件图形轮廓沿周边均匀增大一个间隙补偿量[0.01 + 0. 12/2=0. 07]的值,得到图、(b)中虚线所示的轮廓,按虚线轮廓(即钼丝中心轨迹)编程,所编加工程序清单,如表2所示。
表2考虑间隙补偿量的线切割程序清单