文章目录[隐藏]
编程时,应将工件的加工图形分解成圆弧与直线段,然后逐段编写程序。由于大多数机床通常都只具有直线和圆弧插补运算的功能,所以对于非圆曲线段,应采用数学的方法,用一段一段的直线或小段圆弧去逼近非圆曲线。
线切割加工实际编程时,控制器所控制的是电极丝中心所移动的轨迹(按加工切割时,电极丝中心所走的轨迹进行编程),即还应该考虑电极丝的半径和工件间的放电间隙。但对有间隙补偿功能的线切割机床,可直接按工件图形编程,其间隙补偿量可在加工时置入。如图1所示,电极丝中心轨迹为虚线。
加工凸模时,电极丝中心轨迹在所加工图形的外面;加工凹模时,电极丝中心轨迹在所加工图形的里面。所加工工件图形与电极丝中心轨迹之间的距离,在圆弧的半径方向或在线段的垂直方向上都等于间隙补偿量f。
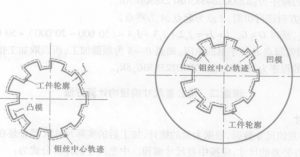
图1电极丝中心
一、判定±f的方法
如图2所示。间隙补偿量的正负,可根据在电极丝中心轨迹图形中,圆弧半径和直线段法线长度的变化情况来确定。
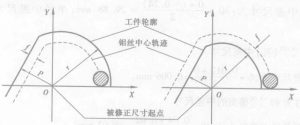
图2间隙补偿量的符号判定
1.圆弧
对圆弧,±f是用于修正半径r。当考虑到电极丝中心轨迹后,圆弧半径比原图形半径增大时,取+f;减小时,取-f。
2.直线
对直线,是用于修正法线长度P。当考虑到电极丝中心轨迹后,使该线段法线长度P增大时,取+f;减小时,取-f。
二、间隙补偿量f的算法
1.加工五金模中的凸、凹模时应考虑的因素
1)考虑钼丝的半径r丝。
2)电极丝与工件之间的单边放电间隙δ电。
3)凸模与凹模之间的配合间隙δ配。
2.加工冲孔模时,间隙补偿量f的算法
当加工冲孔模时(即冲后要求保证孔的尺寸),以凸模尺寸为准,凸模尺寸由孔的尺寸确定。此时δ配在凹模尺寸上扣除,即凹模的单边尺寸应加大δ配。故:
1)凸模的间隙补偿量f凸 =r丝+δ电。
2)凹模的间隙补偿量f凹≈r丝+δ电 -δ配
3.当加工落料模时,间隙补偿量f的算法
当加工落料模时(即冲后要求保证冲下的工件尺寸),以凹模尺寸为准,凹模尺寸由工件的尺寸确定。此时δ配在凸模尺寸上扣除,即凸模的单边尺寸应减去δ配。故:
1)凹模的间隙补偿量f凹=r丝+δ电。
2)凸模的间隐补偿量f凸=r丝+δ电 -δ配。



