文章目录[隐藏]
1.线切割实例描述
本例编程零件如图1所示,材料为Cr12,零件厚度为10 mm,要求采用数控快走丝电火花线切割加工机床加工。
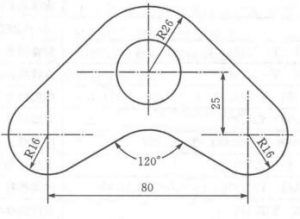
图1-线切割零件图
2.线切割加工分析
根据图1所示零件和加工要求,把穿丝点设定在编程原点(0,0),加工的起点和终点均为(0,-20)。用直径为0.2mm铝丝,单边放电间隙为0.01mm,因此在编程时要考虑到电极丝和放电间隙补偿。程序采用顺时针编程,因此补偿指令为G41,电极丝补偿量为(0.2/2+0.01) mm = 0.11 mm。各编程点坐标见表1。
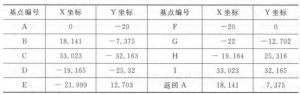
表1-线切割编程点坐标增量
3.本例编程主要知识点
②半径补偿指令G40/G41/G42。
③增量坐标编程G92。G92指令下数据用相对起点的位移量指定。
4.线切割参考程序与注释
N0010 H000=0 给H000赋值为0
N0020 H001 = 110给 H001赋值为0.11
N0030 G91 G92 X0 Y0 指定增量坐标,预设当前位置
N0040 T84 T86 开 启工作液,运丝
N0050 C096 调入切人加工条件
N0060 G01 X0 Y-19 直线插补加工
N0070 C001 调入加工参数
N0080 G41 H000 建立左补偿
N0090 G01 X0 Y--1直线插补到A点
N0100 G41 H001对切割路径进行右补偿
N0110 G02 X18.141 Y-7.375 I0 J- 25.999 圆弧插补B
N0120 G01 X33. 023 Y- 32.163直线插补C
N0130 G02 X- -19.165 Y-25.32 1-11.164 J一11. 164圆弧插补D
N0140 G01 X- .21.999 Y12.703直线插补E
N0150 G03 X-20 Y0 1- 10. 001 J- 17. 320圆弧插补F
N0160G01 X-22 Y-12. 702直线插补G
N0170 G02 X- 19. 164 Y25.316 I- 8.002 J 13. 854圆弧插补H
N0180 G01 X33. 023 Y32. 165直线插补到1
N0190 G02 Xl8. 141. Y7,375 1 18. 141 J- 18.624圆弧插补A
N0200 M00暂停
N0210 G40 H000取消补偿
N0220 C097调人切出条件
N0230 G01 X0 Y19取消补偿后,退出到点(0,19)
N0240 X0 Y0返回原点
N0250 T85- T87关闭工作液,停止走丝
N0260 M02程序结束



