文章目录[隐藏]
工件以圆孔内表面作为定位基面时,常用以下定位元件:
(1)圆柱销(定位销)
图1为常用定位销的结构。当定位销直径D为3~ 10 mm时,为增加刚性避免使用中折断或热处理时淬裂,通常把根部倒成圆角R。夹具体上应设有沉孔,使定位销的图1(d)所示的带衬套的结构形式。为便于工件装人,定位销的头部有15°倒角。
(2)圆柱心轴
圆柱心轴在很多工厂中有自己的厂标,图2为常用圆柱心轴的结构形式。
图2 (a)为间隙配合心轴。这种心轴装卸工件方便,但定心精度不高。加工中为能带动工件旋转,工件常以孔和端面联合定位,因而要求工件定位孔与定位端面之间、心轴限位圆柱面与限位端面之间都有较高的垂直度,最好能在一次装夹中加工出来。
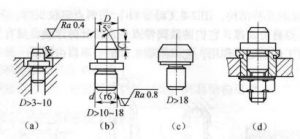
图1-定位销
(a) D>3-10 mm; (b) D>10-18 mm; (e) D>18 mm; (d)可换式
图2 (b) 为过盈配合心轴,由引导部分、工作部分、传动部分组成。引导部分1的作用是使工件迅速而准确地套入心轴。这种心轴制造简单、定心准确、不用另设夹紧装置,但装卸工件不便,因此,多用于定心精度要求高的精加工。
图2 (c) 是花键心轴,用于加工以花键孔定位的工件。
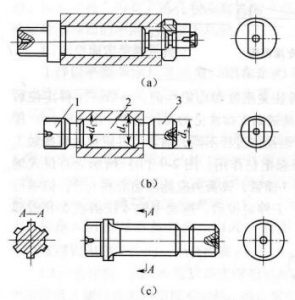
图2圆柱心轴
(a)间隙配合心轴; (b) 过盈配合心轴; (c)花键心轴
1一引导部分; 2-工作部分; 3-传动部分
(3)圆锥销
图2-12所示为工件以圆锥销定位的示意图,它限了工件的x、y、z三个方向旋转自由度。图3(a)用于粗定位基面,图3 (b) 用于精定位基面。工件在单个圆锥上定位容易倾斜,因此,圆锥销一般与其他定位元件组合使用,如图4所示。
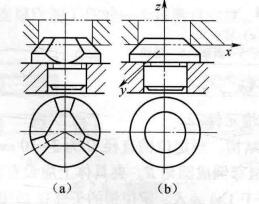
图3-圆锥销定位
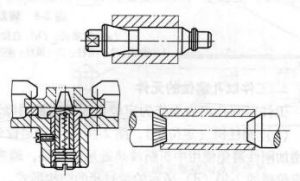
图4 圆销销组合定位
(4)锥度心轴(小锥度心轴)
如图5 所示。工件在小锥度心轴上定位,并靠工件定位圆孔与心轴限位圆锥面的弹性变形夹紧工件。这种定位方式的定心精度较高,但工件的轴向位移较大,适用于工件定位孔精度不低于IT7的精车和磨削加工,但加工端面较为困难。
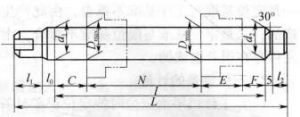
图5-小锥度心轴


