工装夹具夹紧机构的选择需要满足加工方法工件所需夹紧力大小、工件结构、生产率等方面的要求,因此,在设计夹紧机构时,首先需要了解各种基本夹紧机构的工作特点(如能产生多大的夹紧力、自锁性能、夹紧行程、扩力比等)。
斜楔夹紧机构主要用于增大夹紧力或改变夹紧力方向。如图1(a)所示为手动式斜楔夹紧机构,如图1(b)所示为机动式斜楔夹紧机构。
在图1(b)中,斜楔2在气动(或液动)作用下向前推进,装在斜楔2上方的柱塞3在弹簧的作用下推动压板6向前。当压板6与螺杆5靠近时,斜楔2继续前进,此时柱塞3压缩弹簧7而压板6停止不动。当斜楔2再向前前进时.压板6后端抬起,前端将工件压紧。斜楔2只能在楔座1的槽内滑动。当斜楔2向后退时,弹簧7将压板6抬起,斜楔2上的销子4将压板6拉回。
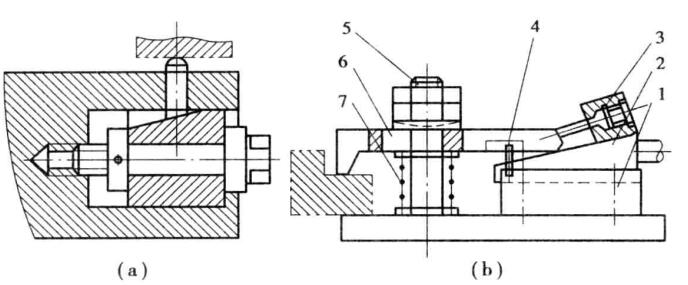
图1斜楔夹紧机构
1-楔座;2-斜楔;3-柱塞;4-销子;5- 螺杆;6-压板;7-弹簧
(1)斜楔机构夹紧力的计算
斜楔在夹紧过程中的受力分析如图2(a)所示。工件与夹具体给斜楔的作用力分别为Fw和R;工件和夹具体与斜楔的摩擦力分别为F2和F1相应的摩擦角分别为φ2和φ1。R与F1的合力为R1,Fw与F2的合力为Q1。
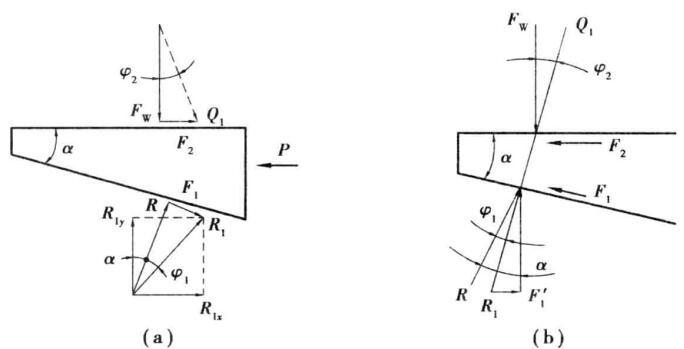
图2斜楔夹紧力的计算
当斜楔处于平衡状态时,根据静力学平衡,则
P=F2+R1x,Fw=Rr,F2=Fwtanφ2,R1x=Rtan(α+φ1)
可得斜楔对工件所产生的夹紧力Fw为
Fw=P/(tan(α+φ1)+tanφ2) 式1
式中P-夹紧原动力,N;
α-斜楔的楔角,(°),- .般为6°~ 10°;
φ1和φ2-斜楔与夹具体和工件间的摩擦角,(°)。
由于α、φ1和φ2均较小,设φ1=φ2 =φ,由式1可得
Fw=P/tan(α + 2φ)
(2)斜楔机构自锁条件
当工件夹紧并撤除夹紧原动力P后,夹紧机构依靠摩擦力的作用,仍能保持对工件的夹紧状态的现象称为自锁。根据这一要求, 当撤除夹紧原动力P后,此时摩擦力的方向与斜楔松开的趋势相反,斜楔自锁时的受力分析如图2(b)所示,要自锁必须满足:F2≥F",则斜楔夹紧的自锁条件为
α≤φ1+φ2
钢铁表面间的摩擦系数一般为f=0.1 ~0. 15,可知摩擦角φ1和φ2的值为5.75°~8.5°。因此,斜楔夹紧机构满足自锁的条件为α≤11. 5°~ 17°。但为了保证自锁可靠,一般取α= 10°~ 15°,或更小些。
(3)斜楔机构扩力比
扩力比也称为扩力系数ip,是指在夹紧原动力P的作用下,夹紧机构所能产生的夹紧力Fw与夹紧原动力P的比值。
(4)斜楔机构行程比
一般把斜楔的移动行程L与工件需要的夹紧行程s的比值,称为行程比is,它在一定程度上反映了对某一工件夹紧的夹紧机构的尺寸大小。
当夹紧原动力P和斜楔行程L一定时,楔角α越小,则产生的夹紧力Fw和夹紧行程比就越大,而夹紧行程s却越小。此时楔面的工作长度加长,致使结构不紧凑,夹紧速度变慢。因此,在选择楔角α时,必须同时兼顾扩力比和夹紧行程,不可顾此失彼。
(5)斜楔机构应用场合
斜楔夹紧机构结构简单,工作可靠,但由于它的机械效率较低,很少直接应用于手动夹紧,而常用在工件尺寸公差较小的机动夹紧机构中。



