文章目录[隐藏]
在车床上用来加工工件的内、外回转面及端面的夹具称为车床夹具。车床夹具多数安装在车床主轴上,少数安装在车床的床鞍或床身上。
除了顶尖、拨盘、三爪自定心卡盘等通用夹具外,安装在车床主轴上的专用夹具通常分为心轴式、夹头式、卡盘式、角铁式和花盘式等。
1.角铁式车床夹具
夹具体呈角铁状的车床夹具称为角铁式车床夹具,其结构不对称,用于加工壳体、支座、杠杆、接头等零件上的回转面和端面。
图1是花盘角铁式车床夹具。工件6以两孔在圆柱定位销2和削边定位销1上定位;端面直接在夹具体4的角铁平面上定位。两螺钉压板分别在两定位销孔旁把工件夹紧。导向套7用来前导加工轴孔的刀具。8是平衡块,以消除夹具在旋转时的不平衡现象。另外在夹具上还设置了轴向定程的基面3,它与圆柱定位销保持确定的轴向距离,可以利用它来控制刀具的轴向行程。
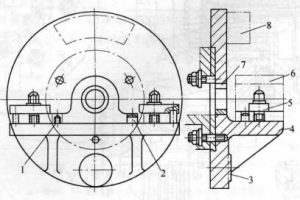
图1花盘角铁式车床夹具
1-削边定位销; 2-圆柱定位销; 3-轴向定程基面; 4-夹具体; 5-压板; 6- 工件; 7-导向套; 8-平衡块
图2所示为车气门顶杆的角铁式车床夹具。由于该工件是以细小的外圆面定位,因此很难采用自动定心装置,于是采用半圆孔定位元件,夹具体必然设计成角铁状。为了使夹具平衡,该夹具采用了在一侧钻平衡孔的办法。
2.卡盘式车床夹具
卡盘式车床夹具一般用一个以上的卡爪来夹紧工件,多采用定心夹紧机构,常用于以外圆 (或内圆)及端面定位的回转体的加工。具有定心夹紧机构的卡盘,结构是对称的。
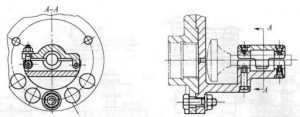
图2车气门顶杆的角铁式车床夹具
如图3所示为斜楔-滑块定心夹紧三爪卡盘,用于加工带轮φ20H9小孔,要求同轴度为0.05 mm。装夹工件时,将φ105 mm孔套在三个滑块卡爪3上,并以端面紧靠定位套1。当拉杆向左移动时,斜楔2上的斜槽使三个滑块卡爪3同时等速径向移动,从而使工件定心并夹紧。与此同时,压块4压缩弹簧销5。当拉杆反向运动时,在弹簧销5的作用下,三个滑块卡爪同时收缩,从而松开工件。
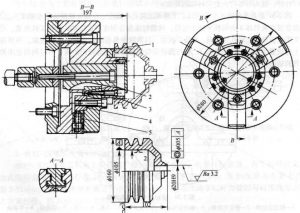
图3斜楔-滑块定心夹紧三爪卡盘
1-定位套; 2-斜楔; 3-滑块卡爪; 4一压块; 5一弹簧销
图4为衬套镗孔工序图。图2-38是镗削图2-37所示衬套上阶梯孔的气动卡盘,工件以φ100 0.03 mm外圆及端面在夹具定位套的内孔和端面上定位。夹具由卡盘1,回转气缸6和导气接头8三个部分组成。卡盘以其过渡盘2安装在主轴3前端的轴颈上,回转气缸则通过连接盘5安装在主轴末端,活塞7和卡盘1通过拉杆4相连,拉杆4通过浮动盘9带动三个卡爪10夹紧工件,加工时,卡盘和回转气缸随主轴一起旋转, 导气接头不转动。
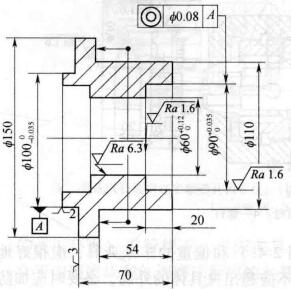
图4衬套镗孔工序图
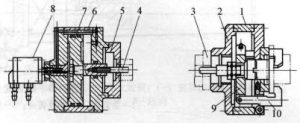
图5衬套镗孔气动卡盘
1一卡盘; 2-过渡盘; 3一主轴; 4-拉杆; 5-连接盘;6一回转气缸; 7-活塞; 8-导气接头: 9一浮动盘; 10一卡爪,
3.心轴式及夹头式车床夹具
心轴式车床夹具的主要限位元件为轴,常用于以孔作定位基准的回转体零件的加工,如套类、盘类零件。常用的有圆柱心轴和弹性心轴。
夹头式车床夹具的主要限位元件为孔,常用于以外圆作主要定位基准的小型回转体零件的加工,如小轴零件。常用的有弹性夹头。
图6为手动弹簧心轴,工件以精加工过的内孔在弹性筒夹5和心轴端面上定位。旋紧螺母4,通过锥体1和锥套3使弹性简夹5向外变形,将工件胀紧。
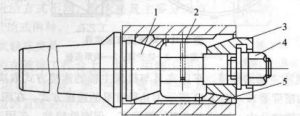
图6手动弹簧心轴
1-锥体; 2-防转销; 3-锥套; 4-螺母; 5一弹性简夹
图7为弹簧夹头,用于加工阶梯轴上φ30_0 033 mm外圆柱面及端面。如果采用三爪自定心卡盘装夹工件,则很难保证两端面圆柱面的同轴度要求。工件以φ20_2.021mm圆柱面及端面C在弹性筒夹2内定位,夹具体以锥柄插入车床主轴的锥孔中。当拧紧螺母3时,其内锥面迫使筒夹的薄壁部分均匀变形收缩,将工件夹紧。反转螺母时,筒夹弹性恢复张开,松开工件。
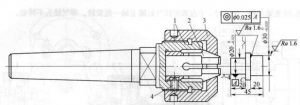
图7弹簧夹头
1一夹具体: 2-弹性简夹: 3-螺母: 4一螺钉



