在制订机械加工工艺规程时,正确选择定位基准对保证零件表面间的相互位置精度,确定表面加工顺序和夹具结构的设计都有很大的影响。选择定位基准不同,工艺过程也随之不同,用夹具装夹时,定位基准还会影响到夹具结构的复杂程度。因此,定位基准的选择是一个十分重要的工艺问题。
基准的概念及分类
基准是确定零件上的某些点、线、面位置时所依据的那些点、线、面。根据基准功用的不同,可以分为设计基准和工艺基准两大类。
1.设计基准
设计基准是在图样上用以确定其他点、线、面位置的基准。如图1所示的轴套零件,外圆和内孔的设计基准是它们的轴心线;端面A是端面B、端面C的设计基准;内孔D的轴心线是φ25h6外圆径向圆跳动的设计基准。
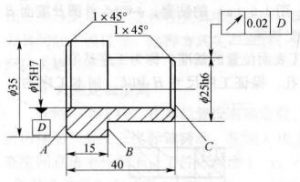
图1 轴套
对于某一个位置要求(包括两个表面之间的尺寸或者位置精度)而言,在没有特殊指明的情况下,它所指向的两个表面之间常常是互为设计基准。如图1中,对于尺寸40 mm来说,A面是C面的设计基准,也可认为C面是A面的设计基准。
零件上的某一点、线、面的位置常由好几个尺寸(或位置公差)来确定,此时对应于每-个要求便有一个设计基准。作为设计基准的点、线、面在工件上不一定存在,如表面的几何中心、对称线、对称平面等。
2.工艺基准
在零件加工、测量和装配过程中所使用的基准,称为工艺基准。按用途不同又可分为定位基准、测量基准、装配基准和工艺基准等。
(1)定位基准。在加工时,用以确定零件在机床上或夹具中的正确位置所采用的基准,称为定位基准。例如,将图2 (a)所示零件的内孔套在心轴上加工φ40h6外圆时,内孔即为定位基准。加工一个表面时,往往需要数个定位基准同时使用。如图2所示零件,加工φE孔时,为保证孔对A面的垂直度,要用A面作定位基准,为保证L4、L2的距离尺寸,要用B、C面作定位基准。
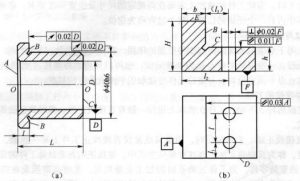 图2基准分析示例
图2基准分析示例
(a)钻套; (b)支撑块
定位基准除了是工件的实际表面外,也可以是表面的几何中心、对称线或对称面,但必须由相应的实际表面来体现。如内孔(或外圆)的中心线由内孔表面(外圆表面)来体现,V形架的对称面用其两斜面来体现。这些面通称为定位基面。
(2)测量基准。工件检验时,用以测量已加工表面尺寸及位置的基准,称为测量基准。如图1所示,工件以内孔套在心轴上测量外圆φ25h6的径向圆跳动,则内孔为外圆的测量基准;用卡尺测量尺寸15mm和40mm,表面A是表面B、表面C的测量基准。
(3)装配基准。装配时用以确定零件在机器中位置的基准,称为装配基准。如箱体零件的底面、主轴的主轴颈以及齿轮的孔和端面等。图2 (a)的钻套,φ40h6 外圆及端面B为装配基准;图2(b)的支撑块,底面F为装配基准。
(4)工序基准。在工艺文件上用以标定被加工表面位置的基准,称为工序基准。
如图4为钻孔的工序简图,本工序是钻D、孔,保证工序尺寸H和L,则本工序的工序基准分别为孔D2的轴心线和端面C。
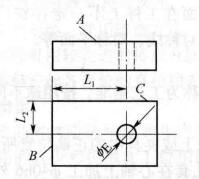
图3定位基准示例
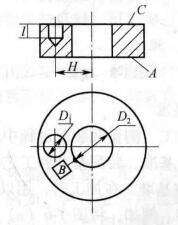
图4 钻孔工序


