文章目录[隐藏]
夹紧机构的种类虽然很多,但其结构都以斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构为基础,这三种机构合称为基本夹紧机构。
1.斜楔夹紧机构
图1所示为几种用斜楔夹紧机构夹紧工件的实例。图1a是手动斜楔夹紧机构,工件装入后锤击斜楔大头即可夹紧工件;加工完毕后,锤击斜楔小头,即可松开工件。由于是用斜楔直接夹紧工件,夹紧力较小,且操作费时,所以实际生产中应用不多。多数情况下是将斜楔与其他机构组合起来使用。图1b是将斜楔与滑柱组合成-.种夹紧机构,一般用气压或液压做动力源。图1c是由端面斜楔与压板组合而成的夹紧机构。

图1斜楔夹紧机构
1-夹具体;2-斜楔;3-工件
斜楔的自锁条件是:斜楔的升角小于斜楔与工件、斜楔与夹具体之间的摩擦角之和。为保证自锁可靠,手动夹紧机构一般取升角a=6°~8°。用气压或液压装置驱动的斜楔不需要自锁,可取a= 15°~ 30。
2.螺旋夹紧机构
由螺钉、螺母、垫圈、压板等元件组成的夹紧机构,称为螺旋夹紧机构。图2所示是应用这种机构来夹紧的实例。
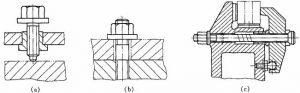
图2螺旋夹紧机构
螺旋夹紧机构的实质是绕在圆柱体上的斜楔,因此它不仅结构简单、容易制造,而且由于其升角很小,所以螺旋夹紧机构的自锁性能好,夹紧行程较大,是手动夹紧中用得最多的一种夹紧机构,只是夹紧动作较慢。
(1)单个螺旋夹紧机构
图2a、b所示是直接用螺钉或螺母夹紧工件的机构,称为单个螺旋夹紧机构。在图2a中,螺钉头直接与工件表面接触,螺钉转动时,可能损伤工件表面,或带动工件旋转。克服这一缺点的方法是在螺钉头部装上如图4-39所示的摆动压块。当摆动压块与工件接触后,由于压块与工件间的摩擦力矩大于压块与螺钉间的摩擦力矩,压块不会随螺钉- -起转动。
如图3a所示的端面是光滑的,用于夹紧已加工表面;图3b的端面有齿纹,用于夹紧毛坯面。当要求螺钉只移动不转动时,可采用图3c所示的结构。
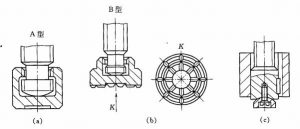
图3摆动压块
为克服单个螺旋夹紧机构夹紧动作慢、工件装卸费时的缺点,常用各种快速接近、退离工件的方法。图4所示为常见的几种快速螺旋夹紧机构。图4a使用了开口垫圈;图4b中,夹紧轴1.上的直槽连着螺旋槽,先推动手柄2,使摆动压块迅速靠近工件,继而转动手柄,用螺旋槽段夹紧工件并自锁;图4c采用了快卸螺母;图4d中的手柄4带动螺母旋转时,因补偿块5的限制,螺母不能右移,致使螺杆带着摆动压块3往左移动,从而夹紧工件。松夹时,只要反转手柄4,稍微松开后,即可使补偿块5摆开,为手柄4的快速右移让出了空间。

图4快速螺旋夹紧结构
1夹紧轴;2、4手柄;3摆动压块;5补偿块
(2)螺旋压板机构
夹紧机构中,结构形式变化最多的是螺旋压板机构。图5所示是螺旋压板机构的4种典型结构。图5a、b为移动压板,图5c、d为回转压板。图6所示是螺旋钩形压板机构,其特点是结构紧凑,使用方便。当钩形压板妨碍工件装卸时,可采用如图7所示的自动回转钩形压板,它避免了用手转动钩形压板的麻烦。压板能自动回转的关键是在压板轴上开出了螺旋槽,该槽迫使压板轴在轴向移动的同时作旋转运动。
3.偏心夹紧机构
用偏心件直接或间接夹紧工件的机构,称为偏心夹紧机构。常用的偏心件是圆偏心轮和偏心轴。图8所示是偏心夹紧机构的应用实例,其中图8a用的是圆偏心轮,图8b用的是凸轮,图8c用的是偏心轴,图8d用的是偏心叉。
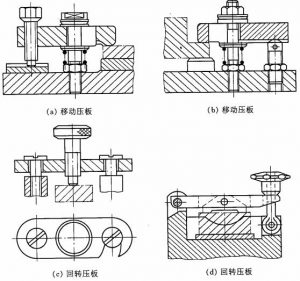
图5螺旋压板机构
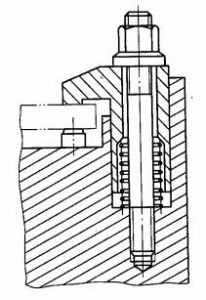
图6螺旋钩形压板
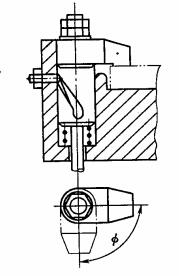
图7自动回转钩形压板
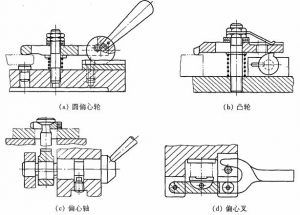
图8圆偏心夹紧机构
偏心夹紧机构操作方便、夹紧迅速,缺点是夹紧力和夹紧行程都较小,且自锁可靠性较差。一般用于切削力不大、振动小、央压面公差小的加工中。为避免夹紧时带动工件而破坏定位,一般不直接用偏心件夹工件。偏心轮相当于绕在原盘上的斜楔,故其自锁条件与斜楔的自锁条件相同。



