(1)钻套。
钻套是引导刀具的元件,用以保证孔的加工位置,并防止加工过程中刀具的偏斜。按结构特点钻套可分为四种类型,即固定钻套、可换钻套、快换钻套和特殊钻套。固定钻套如图1 (a) 所示,直接压入钻模板或夹具体的孔中,位置精度较高,但磨损后不易拆卸,故多用于中、小批量生产。可换钻套如图1 (b)所示,以间隙配合安装在衬套中,而衬套则压入钻模板或夹具体的孔中。为防止钻套在衬套中转动而加-一个固定螺钉。可换钻套在磨损后可以更换,故多用于大批量生产。快换钻套如图1(c)所示,具有快速更换的特点,更换时不需要拧动螺钉,而只要将钻套逆时针方向转动-一个角度,使螺钉头部对准钻套缺口,即可取下钻套。快换钻套多用于同一个孔需经多个工步(钻、扩、铰等)加工的情况。上述三种钻套均已标准化,其规格可查阅有关手册。特殊钻套如图2所示,用于特殊加工的场合,如在斜面上钻孔,在工件凹陷处钻孔,钻多个小间距孔等。此时不宜使用标准钻套,可根据特殊要求设计专用钻套。
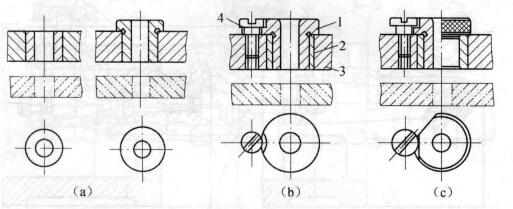
图1钻套
(a)固定钻套; (b)可换钻套; (e)快换钻套
1-钻套; 2-村套; 3-钻模板:4一螺钉
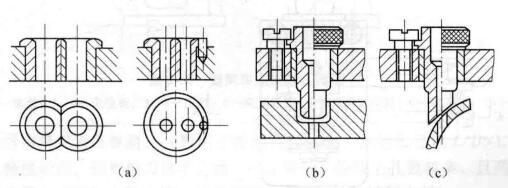
图2 特殊钻套
钻套中引导孔的尺寸及其偏差应根据所引导的刀具尺寸来确定。通常取刀具的最大极限尺寸为引导孔的基本尺寸,孔径公差依加工精度要求来确定。钻孔和扩孔时可取F7,粗铰时取G7,精铰时取G6。若钻套引导的不是刀具的切削部分,而是刀具的导向部分,常取配合为H7/f7,H7/g6, H6/g5。 钻套的高度H如图3所示,直接影响钻套的导向性能,同时影响刀具与钻套之间的摩擦情况。通常取H= (1~2.5) d。对于精度要求较高的孔、直径较小的孔和刀具刚性较差时应取较大值。
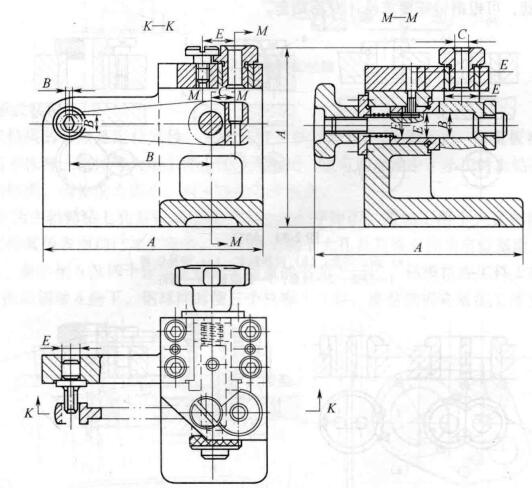
图3 钻套高度与容屑间隙
钻套与工件之间应留有排屑间隙,此间隙不宜过大,以免影响导向作用,一般可取h=(0.3~1.2) d。加工铸铁和黄铜等脆性材料时,可取较小值;加工钢等韧性材料时,可取较大值。当孔的位置精度要求很高时,也可以取h=0。
(2)钻模板。
钻模板用于安装钻套,钻模板与夹具体的连接方式有固定式、铰链式和分离式等几种。
如图4所示钻模使用的固定式钻模板,直接固定在夹具体上,结构简单,精度较高。当使用固定钻模板装卸工件有困难时,可采用铰链式钻模板。铰链式钻模板可使钻模板转动,以使工件可以方便地装卸。这种钻模板通过铰链与夹具体相连接,由于铰链处存在间隙,因而精度不高。分离式钻模板是可拆卸的,工件每装卸一次,钻模板也要拆卸一一次。与铰链式钻模板样,它也是为了装卸工件方便而设计的,但在某些情况下,精度比铰链式钻模板要高。
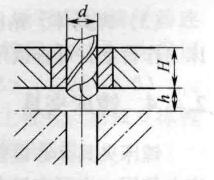
图4固定式钻模板
(3)夹具体。
钻模的夹具体-般不设定位或导向装置,夹具通过夹具体底面安放在钻床工作台上,可直接用钻套找正并用压板压紧,或在夹具体上设置耳座用螺栓压紧。


