在自动线上所用的夹具可分为固定夹具和随行夹具。
1.固定夹具
所谓固定夹具是指固定在机床的相应位置上不随工件的输送而移动的夹具。这类夹具又可分为两种类型: 一种是直接用于装夹工件的固定夹具,它适用于装夹如箱体等形状比较规则且具有良好的定位基面和输送基面的工件;另-种是用于装夹随行夹具的固定夹具,即将工件和随行夹具作为一个整体在其上定位和夹紧。二者虽然直接装夹的对象不同,但具有相同的结构特点。
图1为自动线上用的机床固定夹具及随行夹具结构示意图。随行夹具3由步伐式输送带依次运送到各机床的固定夹具上,通过一面两销实现完全定位。图中件5为定位支撑板,件1为液压操纵的两销定位机构。由液压缸8通过杠杆7带动四个钩形压板2进行夹紧。图中件4为输送支撑、件6为气动(亦可手动)润滑液压泵。
这类夹具在结构设计上应注意:在沿工件输送的方向上,其结构应是敞开的,以保证工件(或随行夹具)能顺利通过。其定位夹紧机构的动作应全部自动化并与自动线的其他动作联锁,以保证各动作过程的可靠性及安全性,同时应采取必要的防屑、排屑措施和提供良好的润滑条件,保证各运动部件动作灵敏,准确可靠。
2.随行夹具
随行夹具是用于自动线上的一种移动式夹具。 主要用于装夹和运送形状复杂且无良好输送基面的工件或虽有良好输送基面,但材质较软的工件。工件随夹具一起由输送带依次送到各工位。而随行夹具体还需在每台机床的固定夹具上定位和夹紧。因此设计随行夹具时应注意以下几方面的问题:
(1)工件在随行夹具中的装夹。
工件在随行夹具中的定位与在一般夹具中定位相同。但对工件的夹紧则要求具有更高的可靠性。故一般多采用夹紧力大、自锁性能好的螺旋夹紧机构进行夹紧,以防止工件在输送过程中因振动等引起松动。其夹紧机构均采用机动扳手操作,而没有手柄、杠杆等伸出的手动操作元件。
当工件尺寸小、质量小时,也可使工件在随行夹具中只定位不夹紧,待输送到加工工位后,再将工件连同随行夹具一起夹紧在机床固定夹具上。
(2)随行夹具的输送问题。
一是选择输送基面。输送基面可与定位基面合一以简化结构,也可将定位基面与输送基面分开,各自使用一个表面,这样可减少输送基面磨损对定位精度的影响。二是随行夹具在输送过程中的导向,特别是当其进人机床的固定夹具中时,应保证能准确地与定位机构对准。
(3)随行夹具在机床固定夹具上的定位和夹紧。
随行夹具在固定夹具上的定位一般采用一面两孔定位,在其底板上设计有一个定位平面和两个定位销孔。固定夹具上的两定位销应采用伸缩式,如图1所示。
(4)随行夹具的精度。
与一般固定夹具相比,由于增加了随行夹具在机床固定夹具上的定位误差,相应加工精度降低。为此,对加工精度要求较高而又必须采用随行夹具加工
时,应进行仔细分析能否保证加工精度要求并采取相应措施,如提高工件定位基面以及随行夹具的制造精度,将输送基面与定位基面,粗、精定位销孔分开等。
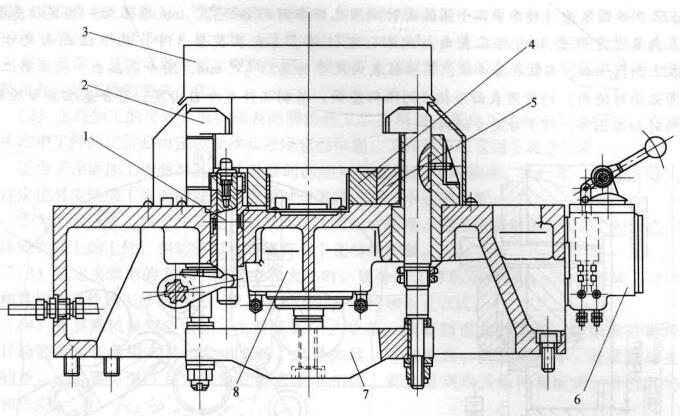
图1 自动线上的机床固定夹具及随行夹具
1一活动定位销; 2- -钩形压板; 3一随行夹具; 4-输送支撑; 5一定位支撑板; 6一润滑液压泵; 7-杠杆; 8-液压缸



