文章目录[隐藏]
1.切割凸模之类的型芯零件
(1)合理选择起始点及切割方向凸 模之类的零件进行电火花线切割加工时,首先要合理选择切割起始点,即从零件的哪个位置进入切割轨迹。起始点应选在线段交点处,以免出现接痕;起始点应接近被加工工件的重心,这样在加工临近结束时,工件自重产生的力矩影响会小一些。切割方向的选择,主要是为了避免工件材料内应力所产生的变形影响。例如加工图1 -11所示工件时,工件材料左边被夹持固定,若采用图1 - 11(a)所示的顺时针方向切割时,就会因内应力影响而变形,导致加工尺寸偏差增大;若选用图1- 11(b)所示逆时针方向切割,则可以避免应力变形的影响。在此提醒大家:图1- 11(b)所示的切割路线,如起点为2,则效果就不如起点1。因为,此时从左往右进行最后切割时,工件是连结固定在易变形的废料上。
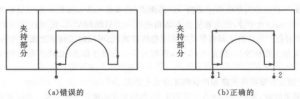
图1-线切割路线的确定
(2)采用带穿丝孔的封闭式切割加工凸模之类的零件时,习惯 上都不考虑打穿丝孔,而是从材料边界之外通过一段较长的引入程序切割进去,这样操作十分方便,但容易受材料内应力影响而使加工件变形。在一些加工精度要求较高的场合,都应该事先加工好穿丝孔,采用封闭切割,让工件材料切除的废料仍连接在一起,有助于被加工件的空间位置固定及加工精度的提高。
(3)采用多起点切割工艺对于 加工精度要求高的中大型凸模之类零件,即使是采用封闭式加工,还是会因切缝存在(切缝宽度为电极丝直径加二倍的放电间隙)而产生变形。为减小这种变形的影响,可采用多起点切割工艺,让每个均分切割段都留少量的支承。图1- 12所示工件是采用4点切割工艺的示意图,4个对称的支承点为0.4 mm宽,这种工艺方法可改善工件的变形。
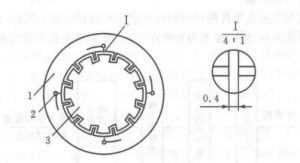
1-材料;2-切割点;3一工件图2采用4点切割
(4)采取有效措施保证走丝系统运行平稳低速走丝线切割机的走丝系统应用了张力机构,可以保证电极丝单向移动平稳和张力恒定。但高速走丝线切割加工的电极丝是高速往返移动,容易产生电极丝的抖动和松动。因而要求:
①加工一段时间后,都要紧丝一次;
②丝筒、导轮、导电块要定期检查,发现有损坏都要及时更换;
③定期校正电极丝与工作台面的垂直度;
④经常根据电极丝损耗后的直径大小,实时修正编程补偿量。
2.改善形位精度的工艺方法
(1)清角线切割加工工艺凸模之类的零 件清角加工工艺比较简单,只要在加工到棱角顶端时沿原来的切割方向继续向前切割一定的距离(约增加0.5mm的切割长度),然后以这段距离(约0.5 mm)为半径,沿圆弧过渡到棱角的另一边后继续加工,便可获得小圆弧R小于0.1 mm的清角。如清角小圆弧半径要求不是特别高,也可以加工到棱角顶点之后停止前进,并继续放电加工数秒钟(-般为2~3 s),再转入下一条程序加工,也能获得塌角不太明显的清角。
(2)控制加工零件垂直度和位置精度的工艺方法
①收紧电极丝,保证电极丝有一定的张力,然后校正电极丝的垂直度。用电火花线切割加工方法加工模具时首先要控制好型腔的垂直度,然后以型腔为基准。只要线切割加工的型腔孔槽垂直度能得到保证,型芯镶嵌在线切割加工好的型腔孔槽中垂直度也能得到保证。
②检查线切割机的双向定位精度,并去除工件上的毛刺、杂物,装夹后用紧丝过的电极丝自动找基准中心。在跳步加工时,记下每一次跳步的位置坐标值,以便检查断丝回退的准确性。一般来说,只有机床的双向定位精度能得到保证,上述工艺过程规范,便可控制电火花线切割加工的位置精度。


