铣床夹具主要用于加工零件上的平面、键槽、缺口及成形表面等。由于铣削加工的切削力较大,又是断续切削,加工中易引起振动,因此要求铣床夹具的受力元件要有足够的强度,且夹紧力应足够大,有较好的自锁性。此外,铣床夹具一般通过对刀装置确定刀具与工件的相对位置,其夹具体底面大多设有定向键,通过定向键与铣床工作台T形槽的配合来确定夹具在机床上的方位。夹具安装后用螺栓紧固在铣床的工作台上。
1.铣床夹具的分类
按铣削时的进给方式不同,铣床夹具可分为直线进给、圆周进给和靠模进给三种类型。
(1)直线进给式铣床夹具。
这类夹具安装在铣床工作台上,在加工中随工作台按直线进给方式运动。按照在夹具中同时安装工件的数目和工位多少分为单件加工、多件加工和多工位加工夹具。
如图1所示为多件加工的直线进给式铣床夹具,该夹具用于在小轴端面上铣一通槽。六个工件以外圆面在活动V形块2上定位,以一端面在支承钉6上定位。活动V形块装在两根导向柱7上,V形块之间用弹簧3分离。工件定位后,由薄膜式气缸[5推动V形块2依次将工件夹紧。由对刀块9和定位键8来保证夹具与刀具和机床的相对位置。
(2)圆周进给铣床夹具。
这类夹具多用在回转工作台或回转鼓轮铣床,依靠回转台或鼓轮的旋转将工件顺序送人铣床的加工区域,实现连续切削。在切削的同时,可在装卸区域装卸工件,使辅助时间与机动时间重合。因此,它是一种高效率的铣床夹具。
(3)靠模进给式铣床夹具。
它是一种带有靠模的铣床夹具,适用于专用或通用铣床上加工各种非圆曲面。按照进给运动方式可分为直线进给式和圆周进给式两种。
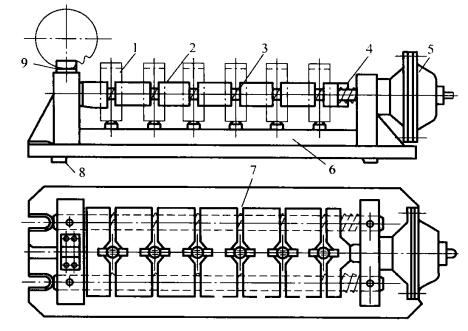
图1 多件加工的直线进给式铣床夹具
1-小轴; 2-活动V形块; 3-弹簧; 4-夹紧元件;5-薄膜式汽缸; 6-支承钉; 7-导向柱; 8-定位键; 9-对刀块
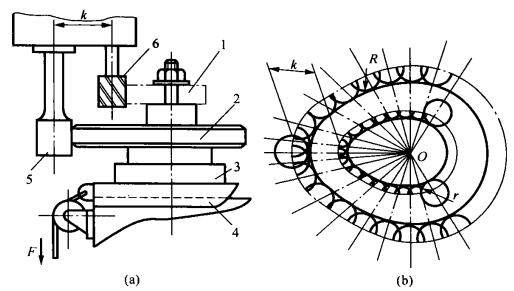
图2圆周进给式靠模铣床夹具
1-工件; 2-靠模; 3-网转1.作台; 4-滑座; 5-滚子; 6-铣刀
如图2所示为圆周进给式靠模铣床夹具。夹具装在回转工作台3上,回转工作台3装在滑座4.上。滑座4受重锤或弹簧拉力F的作用使靠模2与滚子5保持紧密接触。滚子5与铣刀6不同轴,两轴相距为h。当转台带动工件回转时,滑座也带动工件沿导轨相对于刀具作径向辅助运动,从而加工出与靠模外形相仿的成型面。
2.典型铣床夹具结构分析
如图3所示,该夹具用于铣削工件4上的半封闭键槽,夹具的结构与组成如下。
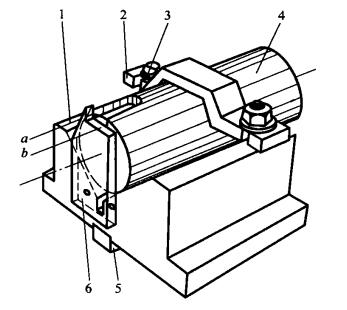
图3 铣削键槽用的简易专用夹具
1-V形块; 2一1板: 3一螺栓; 4-工件; 5一定位键; 6-对刀块
(1) V形块1是夹具体兼定位元件,它使工件装夹时轴线位置必须在V形面的角平分线上,从而起到定位作用。对刀块6同时也起到端面定位作用。
(2)压板2和螺栓3及螺母是夹紧元件,它们用于阻止工件在加工过程中因受切削力而产生的移动和振动。
(3)对刀块6除对工件起轴向定位外,主要用于调整铣刀和工件的相对位置。对刀面a通过铣刀周刃对刀,调整铣刀与工件的中心对称位置;对刀面b通过铣刀端面刃对刀,调整铣刀端面与工件外圆( 或水平中心线)的相对位置。
(4)定位键5在夹具与机床间起定位作用,使夹具体即V形块1的V形槽槽向与工作台纵向进给方向平行。



