工件在夹具中定位,若几个定位支承点重复限制同一个或几个不定度时,称为重复定位。在设计夹具时,是否允许重复定位,应根据工件的不同情况进行分析。一般来说,对工件上用形状精度和位置精度很低的毛坯表面作为定位表面时,是不允许出现重复定位的;对用已加工过的工件表面或精度较高的毛坯表面作为定位表面时,为了提高工件定位的稳定性和刚度,在- .定的条件下是允许采用重复定位的。
在立式铣床上用端铣刀加工矩形工件的上表面,若如图1 (a)所示将工件以底面为定位基准放置在三个支承钉上,此时相当于三个定位支承点限制了三个不定度,属于部分定位。若将工件放置在四个支承钉上如图1(b) ,就会造成重复定位。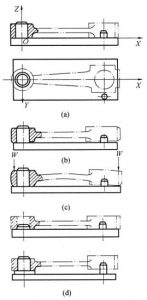
图1矩形工件的部分定位和重复定位
如果工件的底面为形状精度很低的粗基准或四个支承钉不在同-平面上,则工件放置在支承钉上时,实际上只有三点接触,可能与其中的这三点接触,也可能与其中那三点接触。最后造成一个工件在夹具中定位时的位置不定或- -批工件在夹具中位置的不一致性。如果工件的底面是加工过的精基准或形状精度较高的粗基准时,虽将它放在四个支承钉或两条窄支承板上,只要此四个支承钉或两条支承板处于同一平面上,则一个工件在夹具中的位置基本上是确定的,一批工件在夹具中位置也是基本一致的。由于增加了支承钉可使工件在夹具中定位稳定,反而对保证工件工序加工精度有好处,故在夹具设计中,对用已加工过的精基准为工件定位表面时,大多采用多个支承钉或支承板定位。由于这些定位元件的定位表面均处于同一平面上,它们基本上起着相当于三个支承点限制三个不定度的作用,是符合定位原理的。
当被加工工件在夹具中不是只用一个平面而是用两个或两个以上的组合表面作为定位基准定位时,由于工件各定位基准面之间存在位置误差,夹具上各定位元件之间的位置也不可能绝对准确,故采用重复定位将给工件定位带来不良后果。
图2(a)所示为连杆加工大头孔时工件在夹具中定位的情况,连杆的定位基准为端面、小头孔及一侧面,夹具上的定位元件为支承板、长圆柱销及一挡销。根据定位原理,支承板与连杆端面接触相当于三点定位,限制![]() 、
、![]() 、
、![]() 三个不定度;长圆柱销与连杆大头孔配合相当于四点定位,限制
三个不定度;长圆柱销与连杆大头孔配合相当于四点定位,限制![]() 、
、![]() 、
、![]() 、
、![]() 四个不定度;挡销与连杆侧面接触,限制一个不定度
四个不定度;挡销与连杆侧面接触,限制一个不定度![]() 。这样,三个定位元件相当于八个定位支承点,共限制了六个不定度,其中
。这样,三个定位元件相当于八个定位支承点,共限制了六个不定度,其中![]() 及
及![]() 被重复限制,属于重复定位。若工件小头孔与端面有较大的垂直度误差,且长圆柱销与工件小头孔的配合间隙很小时,则会产生连杆小头孔套人长圆柱销后,连杆端面与支承板不完全接触情况,如图2(b)。当施加夹紧力W迫使它们接触后,则会造成长圆柱销或连杆的弯曲变形,如图2(c),进而降低了加工后大头孔与小头孔间的位置精度。
被重复限制,属于重复定位。若工件小头孔与端面有较大的垂直度误差,且长圆柱销与工件小头孔的配合间隙很小时,则会产生连杆小头孔套人长圆柱销后,连杆端面与支承板不完全接触情况,如图2(b)。当施加夹紧力W迫使它们接触后,则会造成长圆柱销或连杆的弯曲变形,如图2(c),进而降低了加工后大头孔与小头孔间的位置精度。
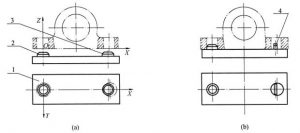
图2连杆大头孔加工时工件在夹具中的定位
图3(a)所示为加工轴承座时工件在夹具中的定位情况。工件的定位基准为底面及两孔中心线,夹具上的定位元件为支承板1及两短圆柱销2及3。根据定位原理,支承板相当于三个支承点限制![]() 、
、![]() 、
、![]() 三个不定度,短圆柱销2相当于两个支承点限制
三个不定度,短圆柱销2相当于两个支承点限制![]() 及
及![]() 两个不定度,另一短圆柱销3也相当于两个支承点限制
两个不定度,另一短圆柱销3也相当于两个支承点限制![]() 及
及![]() 两个不定度。共限制了六个不定度,其中X重复限制,属于重复定位。在这样的定位情况下,当工件两孔中心距与夹具上两短圆柱销中心距误差较大时,就会产生有的工件装不上去的现象。
两个不定度。共限制了六个不定度,其中X重复限制,属于重复定位。在这样的定位情况下,当工件两孔中心距与夹具上两短圆柱销中心距误差较大时,就会产生有的工件装不上去的现象。
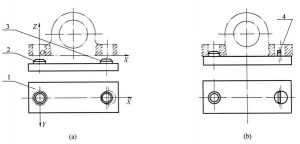 图3轴承座加工时工件在夹具中的定位
图3轴承座加工时工件在夹具中的定位
1-支承板;2.3-短圆柱销;4-削边销
图4(a)所示为工件加工时采用燕尾导轨面定位的情况,工件的定位基准及夹具上的定位元件均为55°的燕尾导轨面。夹具定位元件上的两个互成55°的面与工件上的55°燕尾导轨面接触,相当于六个支承点限制了六个不定度,而沿燕尾导轨方向的不定度Y并未限制,故为重复定位。当工件燕尾导轨面之间的夹角大于或小于55°时,则将造成这一批工件沿X轴方向位置的不一致,如图4(b)。
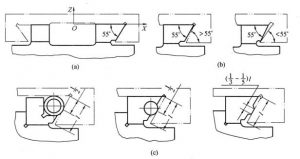
图4工件以燕尾导轨面定位及改进后的定位元件结构
从上述工件定位实例可知,形成重复定位的原因是由于夹具上的定位元件同时重复限制了工件的一个或几个不定度。重复定位的后果是使工件定位不稳定,破坏一批工件定位的一致性,使工件或定位元件在夹紧力作用下产生变形,甚至使工件无法进行装夹。



