文章目录[隐藏]
确定工装夹紧力包括确定其大小方向和作用点。
1.工装夹紧力作用点的选择
(1)央紧力作用点必须选在定位元件的支承表面上或作用在几个定位元件所形成的稳定受力区域内,如图1所示。
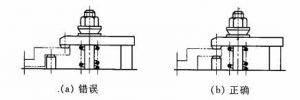
图1夹紧力作 用点与工件稳定的关系
(2)夹紧力作用点应选在工件刚性较好的部位。
如图2a所示,夹紧薄壁箱体时,夹紧力不应作用在箱体的顶面,而应作用在刚性好的凸边上。箱体没有凸边时,如图2b所示,将单点夹紧改为三点夹紧,从而改变了着力点的位置,减少了工件的变形。
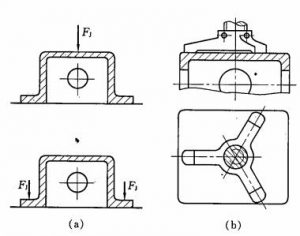
图2夹紧力作用点与夹紧变形的关系
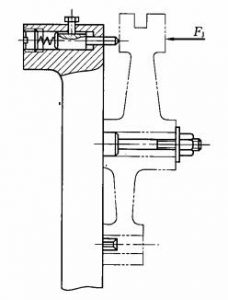
图3夹紧力作用点靠近加工表面
(3)夹紧力的作用点应适当靠近加工表面图3所示为在拨叉上铣槽,由于主要夹紧力的作用点距加工表面较远,故在靠近加工表面的部位设置了辅助支承,增加了夹紧力F。这样,提高了工件的装夹刚性,减少了加工时的工件振动。
2.夹紧力方向的选择
(1)夹紧力的作用方向不应破坏工件的定位工件在夹紧力的作用下要确保其定位基面紧贴在定位元件的工作表面上。为此要求主夹紧力的方向应指向主要定位基准面。如图4所示,工件上要镗的孔与A面有垂直度要求,A面为主要定位基面,应使夹紧力垂直于A面(图4a),才能保证镗出的孔与A面垂直;如果夹紧力垂直于B面(图4b) ,则镗出的孔与A面的垂直度不能保证。
(2)夹紧力作用方向应与工件刚度最大的方向-致,使工件的夹紧变形小如图 5所示,加工薄壁套筒时,由于工件的径向刚度很差,若用卡爪径向夹紧,工件变形大,改为沿轴向施加夹紧力,变形就会小得多。
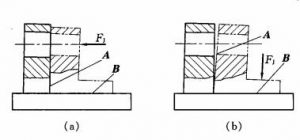
图4夹紧力方向垂直指向主要定位支承表面
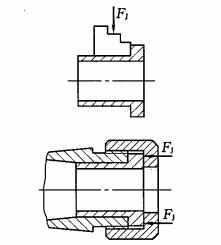
图5夹紧力的作用方向对工件变形的影响
(3)夹紧力的作用方向应尽量与工件的切削力、重力等方向一致,有利于减小夹紧力图6所示为工件在夹具中央紧时几种典型的受力情况。从装夹方便和减小夹紧力的角度考虑,应使主要定位支承表面处于水平朝上位置,如图6a、b所示,工件装夹既方便又稳定,特别是如图6a所示情况,其切削力F和工件重力Fc都朝向主要定位支承表面,因而所需夹紧力Fw最小;但图6c、d、e、f所示的情况就较差,尤其是图6d所示情况,靠夹紧力产生的摩擦力来克服切削力和工件重力,故所需夹紧力最大,应尽量避免。
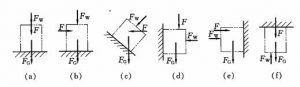
图6夹紧力方向与夹紧力大小的关系
3.夹紧力大小的确定
夹紧力的大小,从理论上讲应该与作用在工件上的其他力(力矩)相平衡。而实际上,夹紧力的大小还与工艺系统的刚度、夹紧机构的传力效率等因素有关,计算是很困难的。因此,在实际工作中常用估算法、类比法或经验法来确定所需夹紧力的大小。
用估算法确定夹紧力的大小时,首先根据加工情况,确定工件在加工过程中对夹紧最不利的瞬时状态,分析作用在工件上的各种力,再根据静力平衡条件计算出理论夹紧力,最后再乘以安全系数,即可得到实际所需夹紧力,即.
FwK = KFw
式中:Fwk一实际所需 夹紧力,N;
Fw一由 静力平衡计算出的理论夹紧力,N;
K一安全系数,通常取1.5~2.5,精加工和连续切削时取较小值,粗加工或断续切削时取较大值,当夹紧力与切削力方向相反时,取2.5~3。
对于一般中、小型工件的加工,主要考虑切削力的影响;对于大型工件的加工,必须考虑重力的影响;对于高速回转的偏心工件和往复运动的大型工件的加工,还必须考虑离心力和惯性力的影响。



